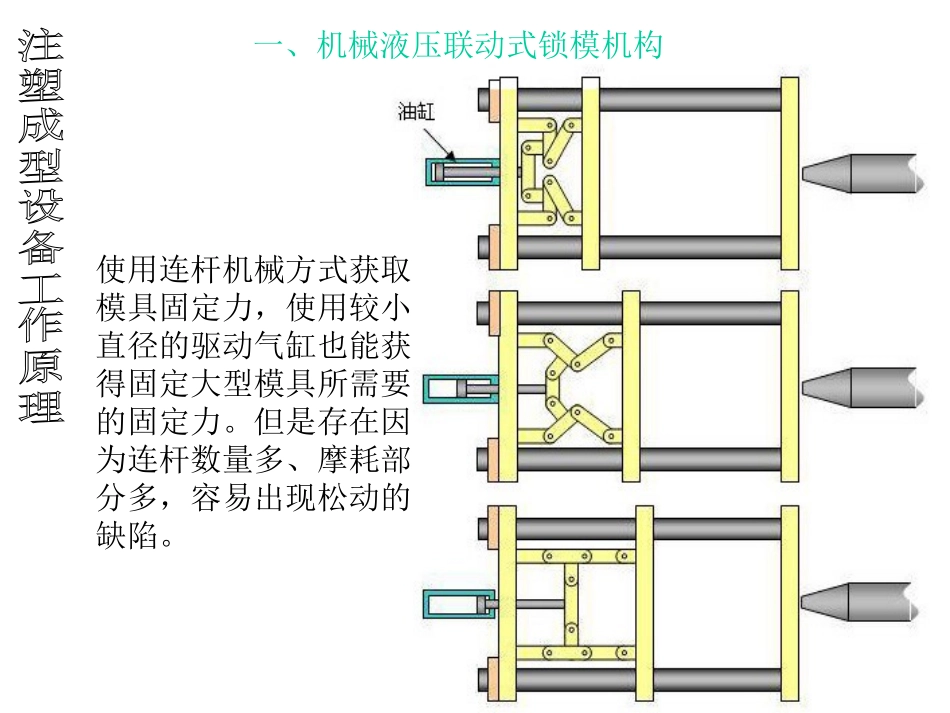
一、机械液压联动式锁模机构使用连杆机械方式获取模具固定力,使用较小直径的驱动气缸也能获得固定大型模具所需要的固定力
但是存在因为连杆数量多、摩耗部分多,容易出现松动的缺陷
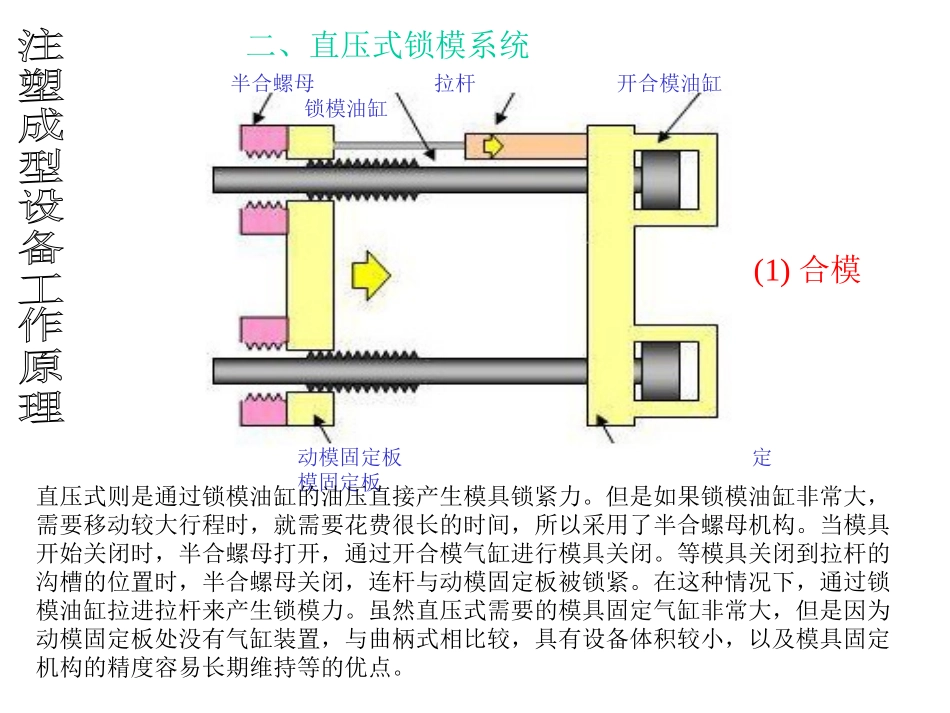
动模固定板定模固定板二、直压式锁模系统直压式则是通过锁模油缸的油压直接产生模具锁紧力
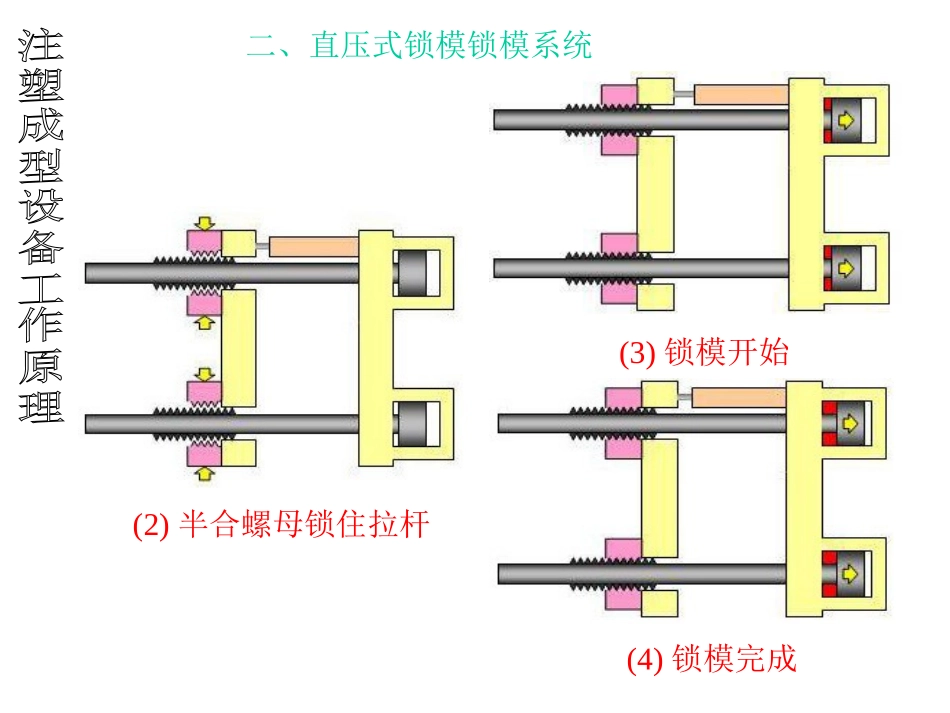
但是如果锁模油缸非常大,需要移动较大行程时,就需要花费很长的时间,所以采用了半合螺母机构
当模具开始关闭时,半合螺母打开,通过开合模气缸进行模具关闭
等模具关闭到拉杆的沟槽的位置时,半合螺母关闭,连杆与动模固定板被锁紧
在这种情况下,通过锁模油缸拉进拉杆来产生锁模力
虽然直压式需要的模具固定气缸非常大,但是因为动模固定板处没有气缸装置,与曲柄式相比较,具有设备体积较小,以及模具固定机构的精度容易长期维持等的优点
半合螺母拉杆开合模油缸锁模油缸(1)合模二、直压式锁模锁模系统(2)半合螺母锁住拉杆(3)锁模开始(4)锁模完成三、双缸螺杆式注射装置止逆环计量马达射出驱动汽缸料斗旋转螺杆四、计量供应到料斗内的材料在旋转螺杆推动下往前推动(红色箭头)
此时的材料,在旋转螺纹内进行混合,并被热筒加热板的热量以及旋转螺纹提供的剪切热溶解(即塑化),从而堆积在旋转螺杆的前端
前端的树脂继续堆积,旋转螺杆因为受到来自树脂的压力而后移(黄色箭头)
此时液压油从射出气缸排出,可以通过控制排油量控制旋转螺杆后退时的阻力,充分完成材料的混合以及塑化
另外,旋转螺杆顶端堆积的树脂存在有残余压力,计量完成后,又可能从喷嘴的端点发生树脂泄漏
为了避免这种情况,从相反的方向向射出气缸施加压力,在旋转螺杆部发生旋转的状态下强制退后
拉返背压五、射出六、止逆环计量中射出中止逆环七、成型机各步动作示意图1〉待机七、成型机各步动作示意图2〉闭模开始七、成型机各步动作示意图3〉锁紧开始七、成型机各步动作示意图4〉闭模完成,射出开始