斗式提升机检修规程本规程适用于熔炼车间活性焦脱硫项目斗式提升机的维护与检修
斗式提升机由驱动部件、上段部分、中间机壳、下段部部件、提升链条及料斗等部件组成
电机经由减速机间接驱动,在电机同减速机的联轴器处装有止逆装置
第 1 条检修周期检修周期见表 1
表 1检修类别小修中修大修周期,月1-31224注:中修及大修周期可根据系统停车的时间,设备运行情况适当延长,最长延长期限为 6 个月第 2 条检修内容1、小修1
1各加油点疏通并加油
2检查环链、链板、保险片、料斗螺栓、牵引皮带、并视情况进行处理
3调节装置检查、修理或更换
4头部止逆器检查、修理
5校正联轴器,更换易损件
6 进出溜槽补焊
7 密封处理2、中修2
1 包括小修内容
2头尾部传动组件清洗、检查并视情更换
3更换部分变形的环链、链板、料斗
4减速机清洗、检查更换易损件
1 包括中修内容
2牵引构件、料斗检查、修理或更换
3 机壳部分更换
4进出溜槽修理或更换
5导轨的校正或更换
6减速机齿轮、轴、壳体检查、修理或更换
7 防腐油漆第 3 条检修方法及质量标准1、减速机减速机检修方法及质量标准按 HGJ010032-91《齿轮减速机维护检修规程》执行
2、头尾部传动组件2
轴的各种尺寸、形位公差、表面粗糙度修理后满足技术要求,如有弯曲可用机械压力法校直;b 轴颈部分磨损过大,可用镶套、堆焊、电镀等方法修复
镶套厚度一般为 10
0mm;堆焊修补时要防止轴产生变形;电镀的厚度一般不超过 0
30mm;c 键槽磨损可按实际情况进行处理或在原键槽 180°处重新开键槽
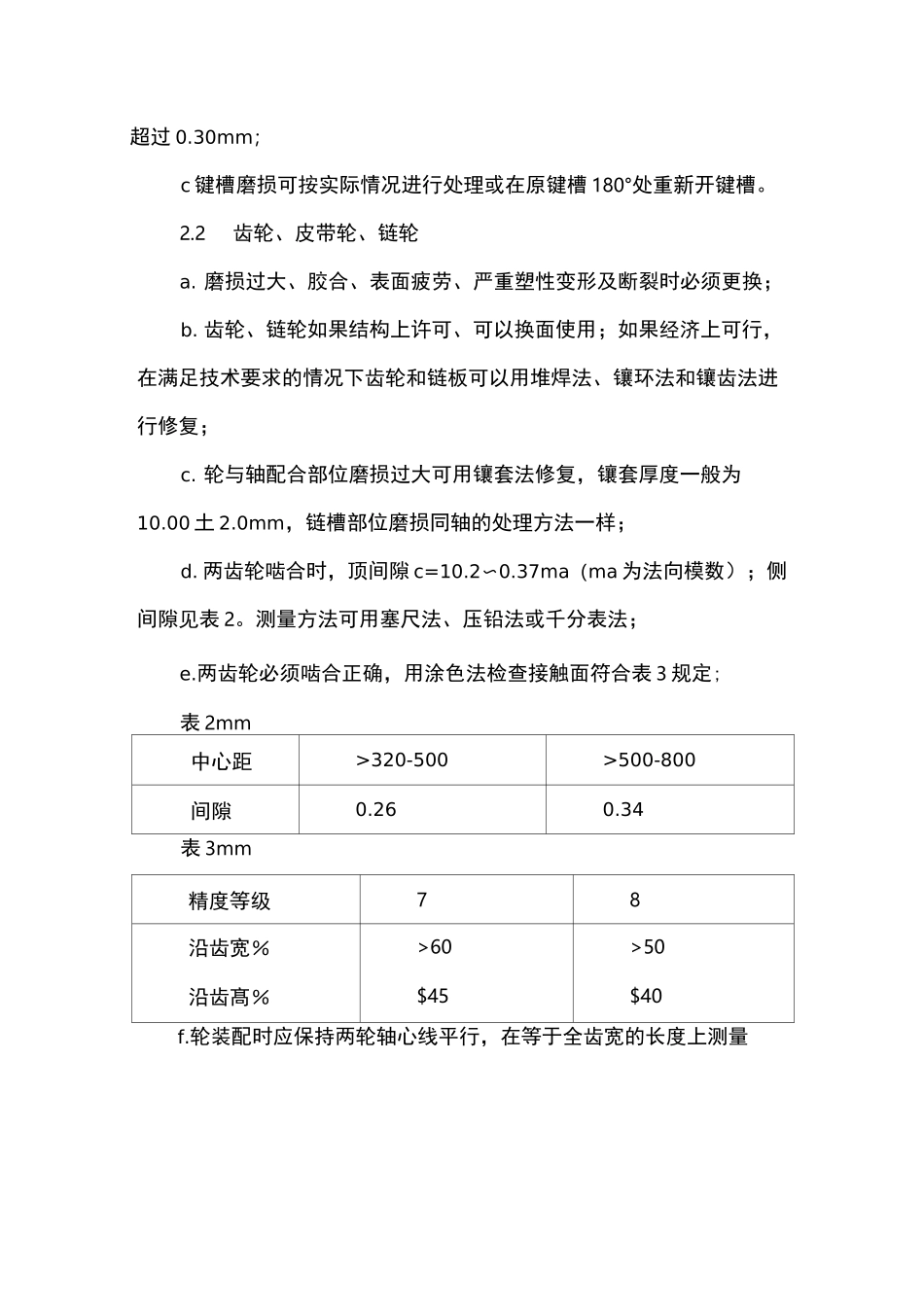
2齿轮、皮带轮、链轮a
磨损过大、胶合、表面疲劳、严重塑性变形及断裂时必须更换;b
齿轮、链轮如果结构上许可、可以换面使用;如果经济上可行,在满足技术