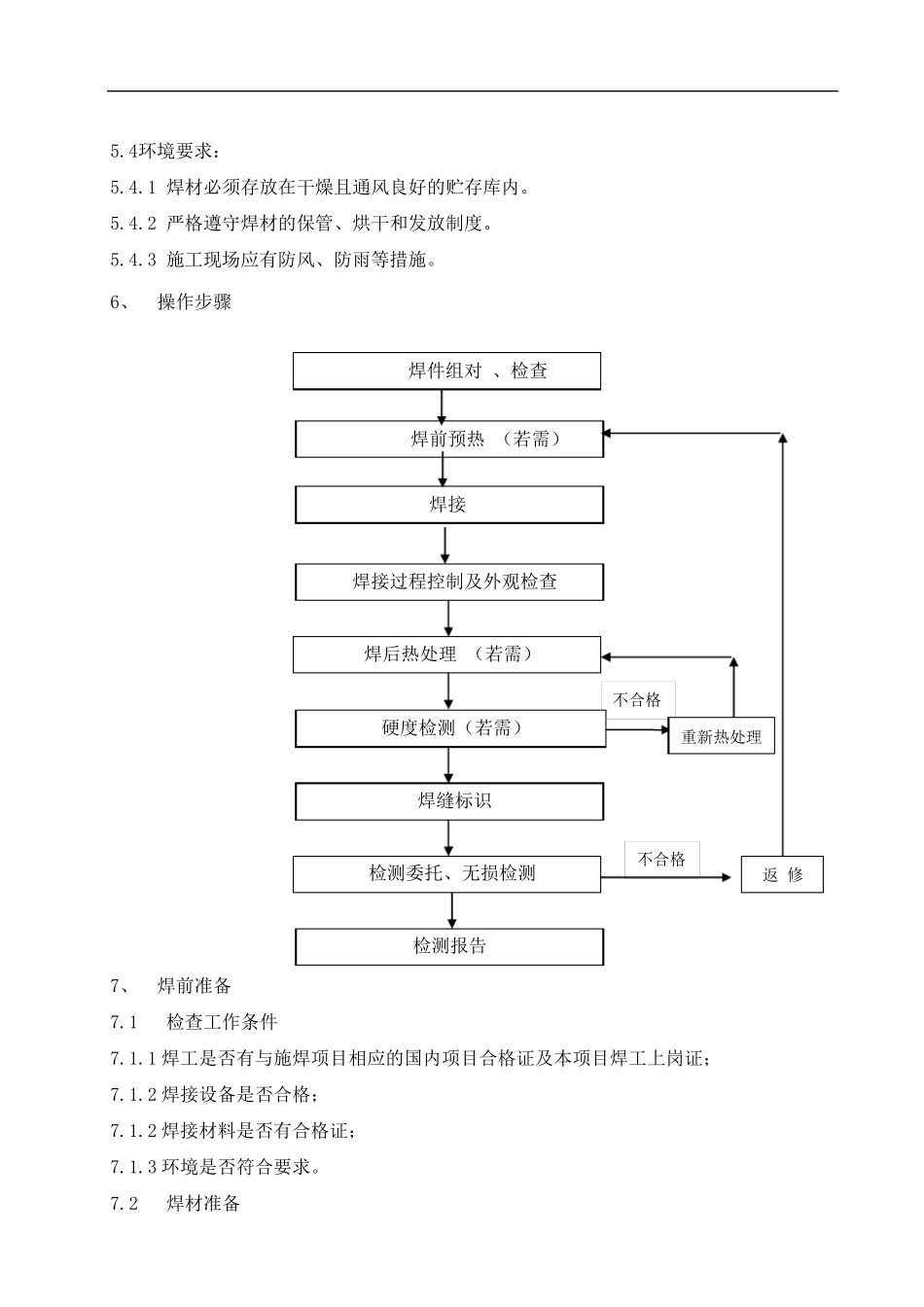
管道焊接施工方案 <2012C 版> 管道焊接施工方案 1、 目的 为保证焊接这一特殊工序的全过程能得到有效的控制和顺利的实施,确保管道焊接的质量和施工进度,特编制管道焊接方案用以指导现场的焊接工作。 2、 适用范围 本方案的适用范围:宁波##扩能项目硝苯工程的工艺管道(碳钢、不锈钢、合金钢)的焊接施工(包含预制),不包含消防管道的焊接施工。 3、 编制依据及引用标准 GB50235-97 《工业金属管道工程施工及验收规范》 GB50236-98 《 现场设备工业管道焊接工程施工及验收规范》 SH3501-2002 《石油化工有毒、可燃介质管道工程施工及验收规范》 GB50184-93 《工业金属管道的检查及评定标准》 JB4708-2000 《钢制压力容器焊接工艺评定》 4、 工程概况 4.1 见管道预制方案。 5、 工作条件 5.1人员要求: 5.1.1 从事碳钢、不锈钢、合金钢管道焊接的焊工,需持有相应的国内项目合格证,并须取得国家认可的本项目焊工上岗证,并且须通过业主组织的焊工技能鉴定考试。 5.1.2 质检人员 从事焊接质检工作的人员,需经专门的技术培训和考核,能严格遵守检查操作规程,正确掌握评定标准。 5.2设施要求: 在焊接施工中所使用的设备、仪器、仪表、工机具必须经校 正、检查,确定其 处 于正常 的工作状 态 ,能满 足 焊接工艺要求和安 全可靠 的性 能要求。 5.3材 料 要求: 5.3.1 焊接施工中所用的母 材 和各 种 焊材 及其 辅 助 材 料 ,均 应具有材 质合格证。 5.3.2 氩 弧 焊使用的氩 气 纯 度应在99.99%以上,钨 极 采 用铈 钨 型 。 5.4环境要求: 5.4.1 焊材必须存放在干燥且通风良好的贮存库内。 5.4.2 严格遵守焊材的保管、烘干和发放制度。 5.4.3 施工现场应有防风、防雨等措施。 6、 操作步骤 7、 焊前准备 7.1 检查工作条件 7.1.1 焊工是否有与施焊项目相应的国内项目合格证及本项目焊工上岗证; 7.1.2 焊接设备是否合格; 7.1.2 焊接材料是否有合格证; 7.1.3 环境是否符合要求。 7.2 焊材准备 不合格 不合格 焊件组对 、检查 焊前预热 (若需) 焊接 焊接过程控制及外观检查 焊后热处理 (若需) 焊缝标识 检测委托、无损检测 检测报告 硬度检测(若需) 返 修 重新热处理 7.2.1 焊材的存放、烘干及发放应按国家及设计有关规定执行; 7.2.2 在施工现场使用焊条时,应先放入焊条保温筒内,随用随取。焊条在保温...