中华人民共和国国家标准 UDC 744 43 机械制图 GB 131-83 表面粗糙度代号及其注法 代替 GB 131-74 Mechanical drawings Surface reoughness symbols and methods of indicating 1 引言 1
1 本标准规定了零件表面粗糙度代〔符〕号及其在图样上的注法
图样上所标注的表面粗糙度代〔符〕号,是该表面完工后的要求
有关表面粗糙度的各项规定应按功能要求给定
若仅需要加工但对表面粗糙度的其它规定没有要求时,可以只注表面粗糙度符号
2 本标准等效采用国际标准 ISO 1302-19 78《图样上表面特征的表示法》
3 与本标准有关的国家标准: GB 35 05 -83《表面粗糙度 术语 表面及其参数》 GB 1031-83《表面粗糙度 参数及其数值》 2 表面粗糙度代〔符〕号 2
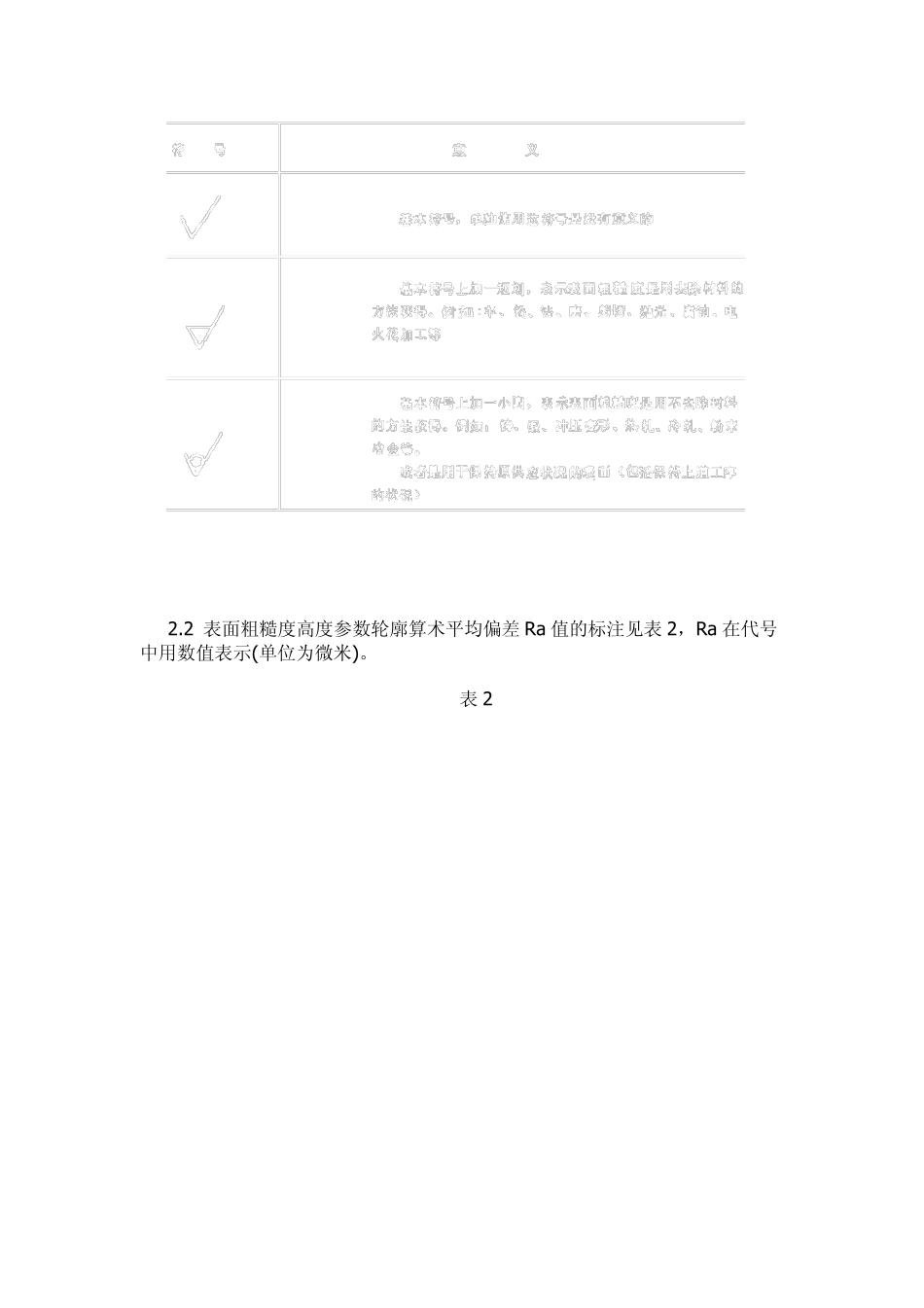
1 图样上表示零件表面粗糙度的符号见表 1
2 表面粗糙度高度参数轮廓算术平均偏差Ra值的标注见表2,Ra 在代号中用数值表示(单位为微米)
3 其他表面粗糙度高度参数,轮廓微观不平度十点高度Rz、轮廓最大高度Ry 值(单位为微米) 的标注见表3,参数值前需标注出相应的符号
表3 续表3 2
4 取样长度应标注在符号长边的线下面,见图 1
若按 GB 1031 附录 B 中表B1、B2 选用对应的取样长度时,在图样上可省略标注
7 在符号长边的横线上面也可以注写镀涂或其它表面处理的要求
需要表示镀涂或其它表面处理后的表面粗糙度值时,标注方法见图4a
需要表示镀涂前的表面粗糙度值时,应另加说明,见图4b
若同时要求表示镀涂前及镀涂后的表面粗糙度值时,标注方法如图4c
8 需要控制表面加工纹理方向时,可在符号的右边加注加工纹理方向符号,见图5