1 / 23 精密铸造工艺规程 编 制 : 审 核 : 批 准 : 日 期 : 南京金正奇交通设备有限责任公司 铸造事业部 文件编号 JZQ-ZZ-GY(01-13)-2013 版 本 A 编制日期 2013-3-27 2 / 23 文件目录 序号 文件编号 文件名称 页码 1 JZQ-ZZ-GY01-2013 蜡型工艺规程 3 2 JZQ-ZZ-GY02-2013 浇口棒蜡模工艺规程 5 3 JZQ-ZZ-GY03-2013 蜡模组焊工艺规程 6 4 JZQ-ZZ-GY04-2013 制壳工艺规程 7 5 JZQ-ZZ-GY05-2013 脱蜡工艺规程 9 6 JZQ-ZZ-GY06-2013 蜡处理工艺规程 10 7 JZQ-ZZ-GY07-2013 焙烧工艺规程 11 8 JZQ-ZZ-GY08-2013 熔炼工艺规程 12 9 JZQ-ZZ-GY09-2013 浇注工艺规程 14 10 JZQ-ZZ-GY10-2013 后处理工艺规程 15 11 JZQ-ZZ-GY11-2013 热处理工艺规程 16 12 JZQ-ZZ-GY12-2013 焊补工艺规程 19 13 JZQ-ZZ-GY13-2013 试棒管理规程 22 14 15 16 南京金正奇交通设备有限责任公司 铸造事业部 文件编号 JZQ-ZZ-GY(01-13)-2013 版 本 A 编制日期 2013-3-27 3 / 23 蜡型工艺规程 一、工艺参数 1
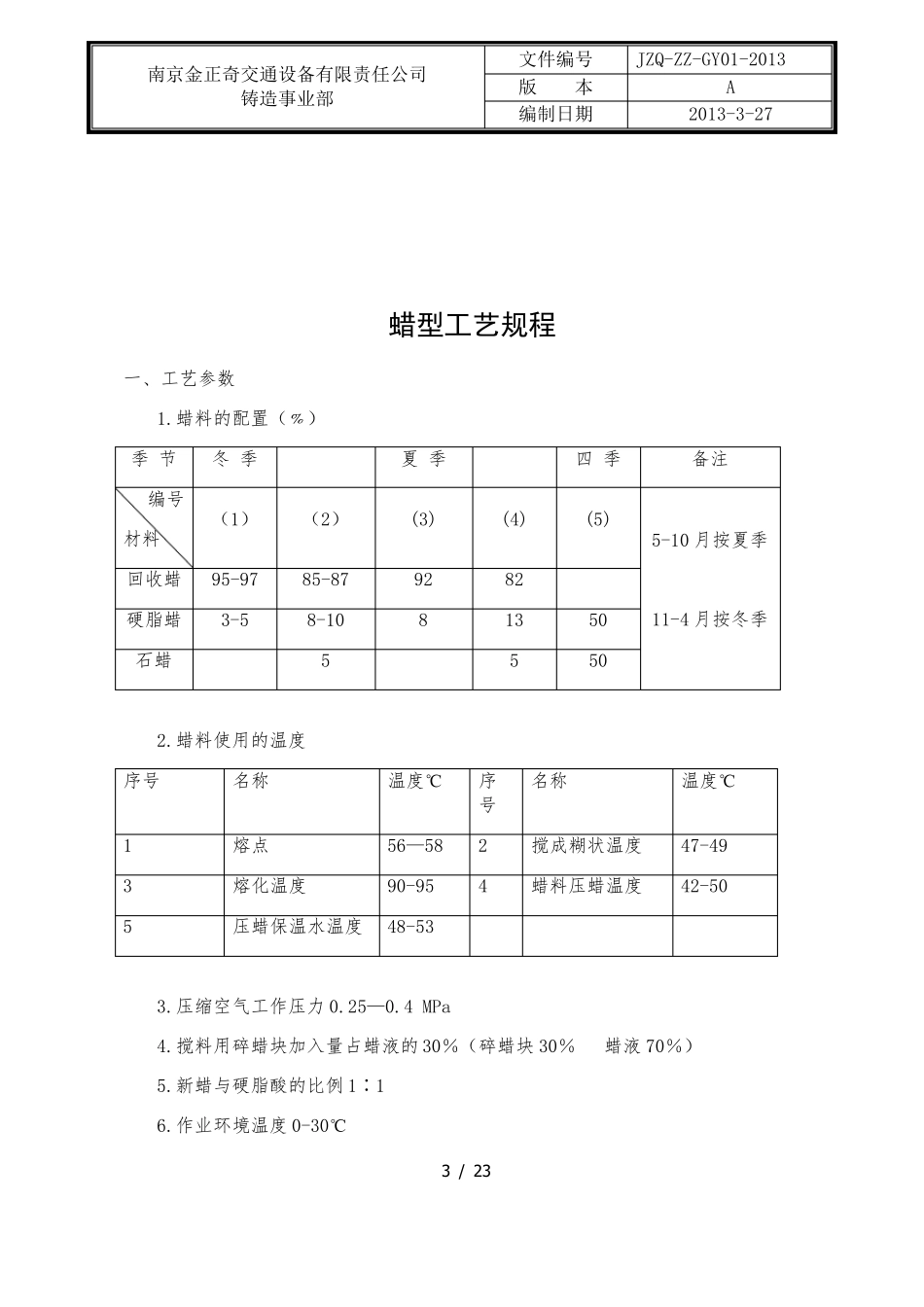
蜡料的配置(﹪) 季 节 冬 季 夏 季 四 季 备注 编号 材料 (1) (2) (3) (4) (5) 5-10 月按夏季 11-4 月按冬季 回收蜡 95-97 85-87 92 82 硬脂蜡 3-5 8-10 8 13 50 石蜡 5 5 50 2
蜡料使用的温度 序号 名称 温度℃ 序号 名称 温度℃ 1 熔点 56—58 2 搅成糊状温度