TIG 焊工艺及设备 TIG 焊是何种焊接方法
它和其他的熔焊方法相比有哪些特点
TIG 焊是英文字母Tungsten Inert-Gas Welding 的简称
它的中文名称应该是钨极惰性气体保护焊
国外的焊接名词术语还称做GTAW 焊
这种焊接方法从其名称上可知,它具有两个显著的特点:一是它的电极是用钨或者钨基合金制作而成,二是采用惰性气体作为保护介质
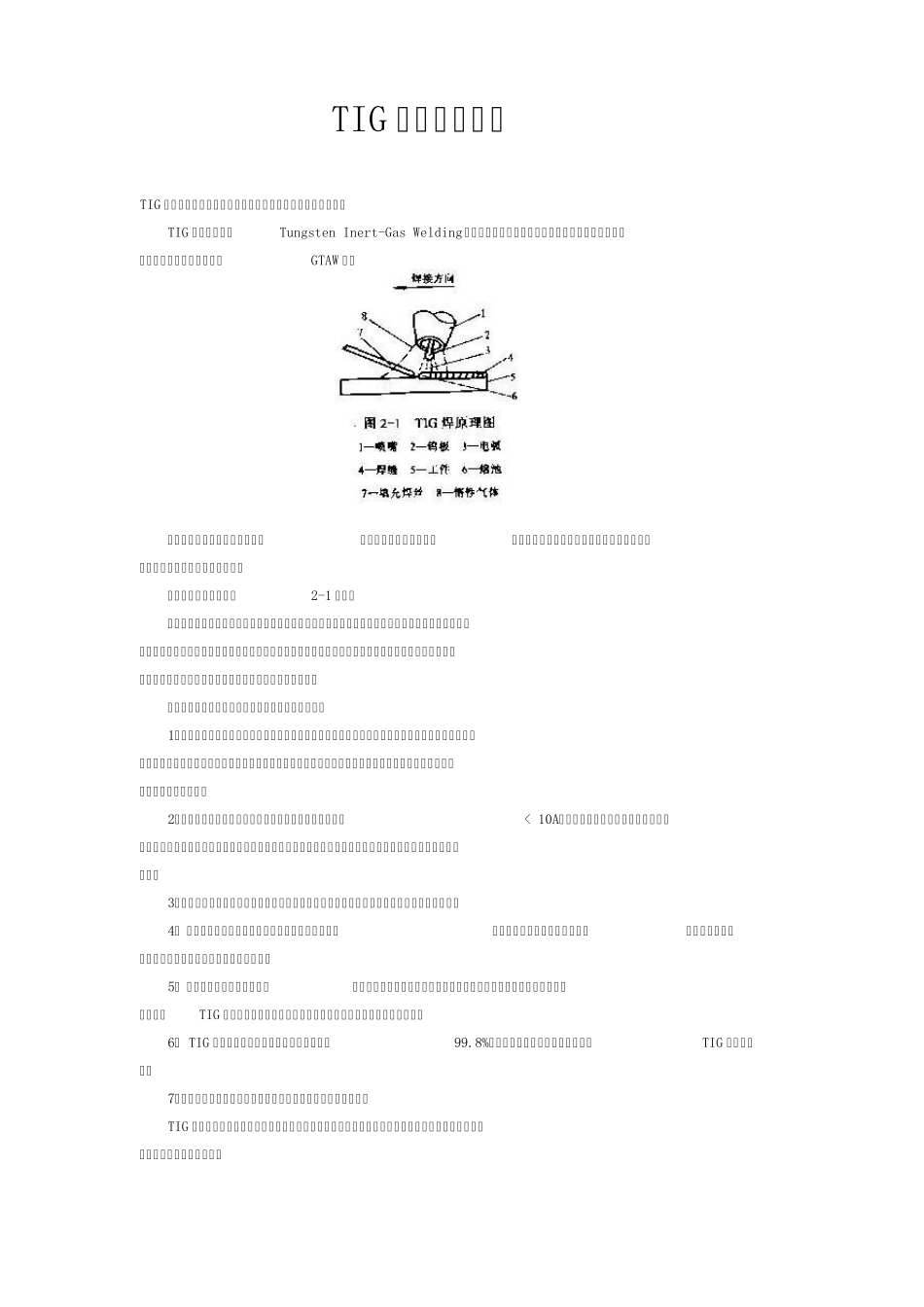
这种焊接方法原理如图2-1 所示
它是在惰性气体的保护下,利用钨电极与工件间产生的电弧热熔化焊件和填充焊丝的一种焊接方法
焊接时保护气体连续地从焊枪的喷嘴中喷出,在电弧周围形成气体保护层隔绝空气,以防止其对钨极、熔池及邻近的热影响区的有害影响,从而获得高质量的焊缝
根据这种焊接方法的原理它有如下的一些工艺特点
1)惰性气体有极好的保护作用,它本身既不与金属发生任何化学反应,也不溶解于高温金属中,使得焊接过程熔池的冶金反应简单和容易控制
对于一般易氧化、氮化的活泼金属、高熔点的黑色金属都能进行焊接,应用面很广
2)电弧在氩气中燃烧非常稳定,在小的焊接电流情况下(< 10A)仍然稳定燃烧,填充焊丝是通过电弧间接加热,因而热输入容易调节
所以适用于薄板及全位置焊接,也是实现单面焊双面成形的理想焊接方法
3)由于填充焊丝不通过焊接电流,不存在熔滴过渡问题,焊接过程没有飞溅,焊缝成形美观
4) 氩气在焊接过程中仅仅只是单纯的保护隔离作用,因此对工件表面状态要求较高
焊件在焊前要进行表面清洗,除油、去锈、去灰尘等杂质
5) 钨极承载电流的能力有限,过大的电流会引起钨棒的熔化和蒸发,其微粒有可能进入熔池而出现夹钨,所以TIG 焊的焊接电流会受到钨棒的限制,故焊接速度较小,生产率较低
6) TIG 焊采用的氩气纯度较高,通常要求达到99
8%以上,且氩弧焊机又较复杂,因此TIG 焊成本较高
7)氩弧受周围气流影响