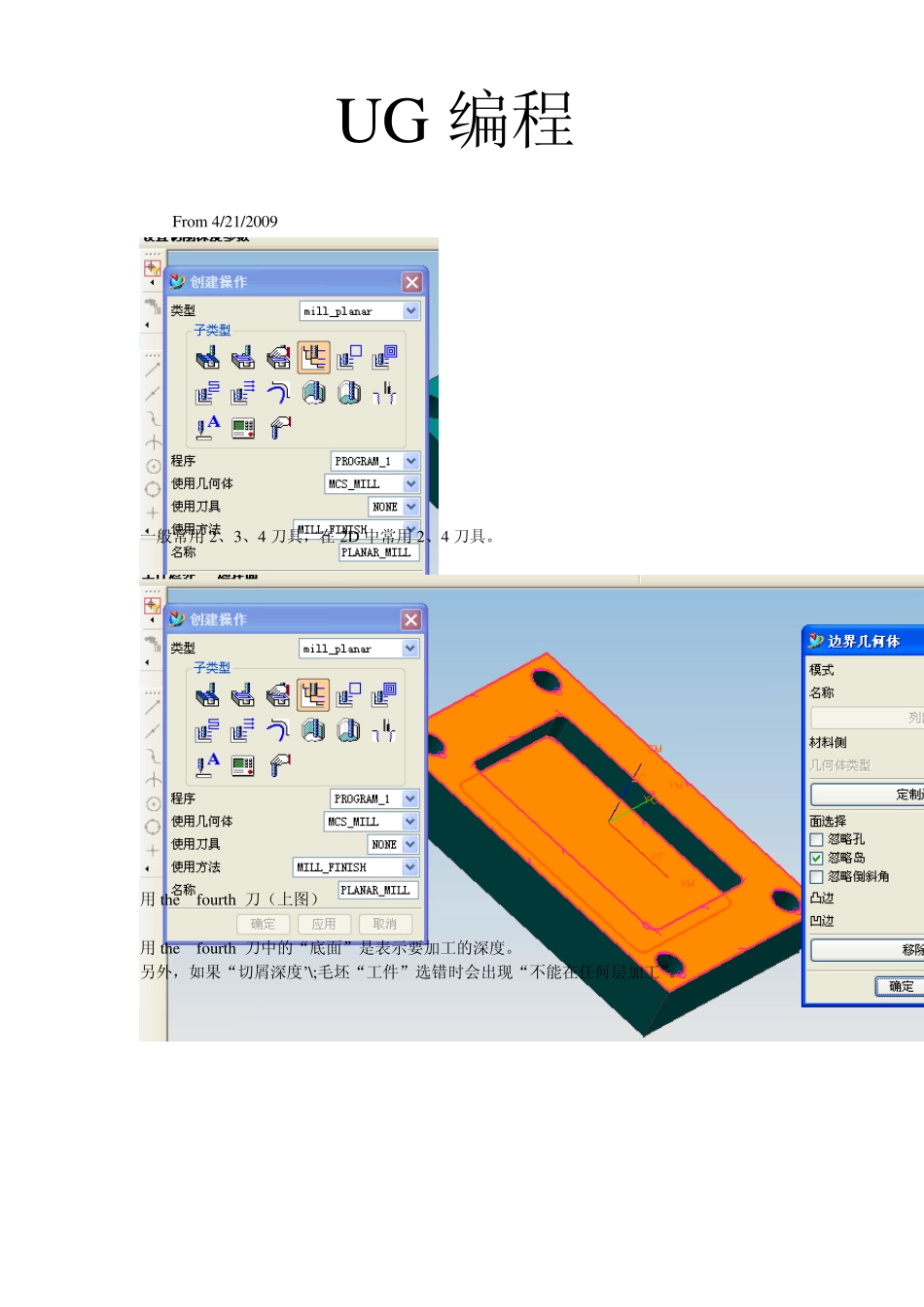
UG 编程 From 4/21/2009 一般常用2、3、4 刀具,在2D 中常用2、4 刀具
用the fou rth 刀(上图) 用the fou rth 刀中的“底面”是表示要加工的深度
另外,如果“切屑深度’\;毛坯“工件”选错时会出现“不能在任何层加工”
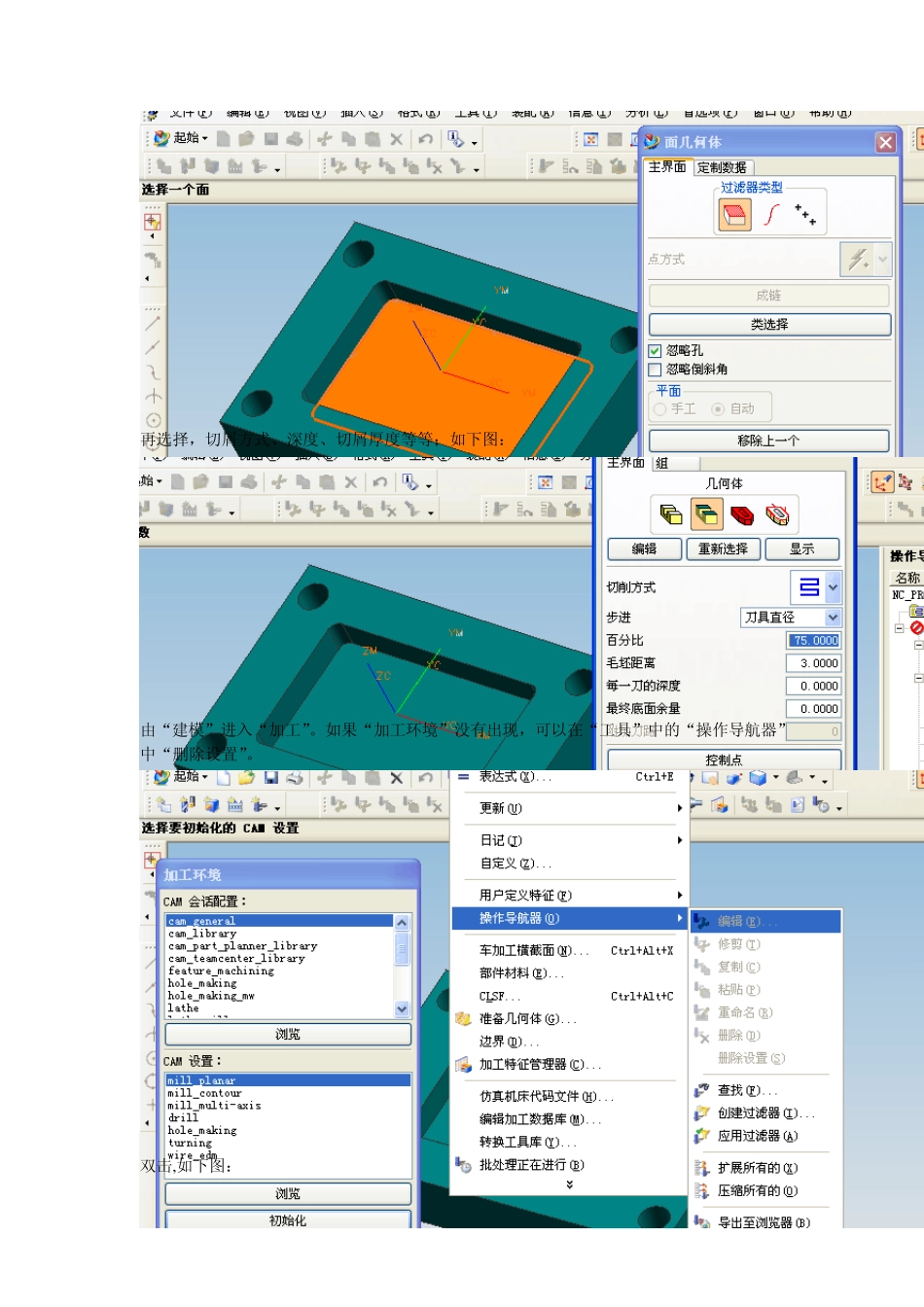
最大植: 以第二把刀: 直接选择要加工的面,即可
再选择,切屑方式、深度、切屑厚度等等;如下图: 由“建模”进入“加工”
如果“加工环境”没有出现,可以在“工具”中的“操作导航器”中“删除设置”
双击,如下图: April 21 2009 单击MCS-MILL 前的+号;出现w orkpiece
采用“变换”-重定位把坐标移到最高位置(必须为绝对坐标),如下图: 双击此处 在 2D 中编程,可以只建“程序组”及“几何体”;而“加工方法”、“创建刀具”可以在后续再建, 也可以全部建好后,再“创建操作”; 4 部分 1:创建程序组 2:创建刀具 创建操作 生成 2Dor3D 演示
3:创建几何体 4:创建加工方法 4 月 21 日总结: 如果没有出现“加工对话框” 再点击”初始化”
更随工件(如下图) 跟随周边(如下) 双向 双向(3D )演示 单向(如下图) 单向 轮廓洗(如下图) 部件余量:如输为1MM 时,如下图会出现1MM 厚的白色区域;部件余量在UG 中全部是侧壁余量的意思
如果最终地面余量:如果输入:1mm;同样会出现1MM 厚的白色区域
毛坯余量:是假设毛坯在原来的基础上,增加相应的长、宽、高;是骗 UG 在侧壁走刀
检查余量:在压块大小的情况下,再增加多少距离,目的:防止装夹误差, 清壁:如果输入参数,就会在洗完后,再走刀
如下图,刀具直径必须小于压块与工件凸台的距离,如果大于,之间距离就不加工
下图为正常时的加工情况; 此红线 4 月22 日主要2D 编程的相关参数设置 切削