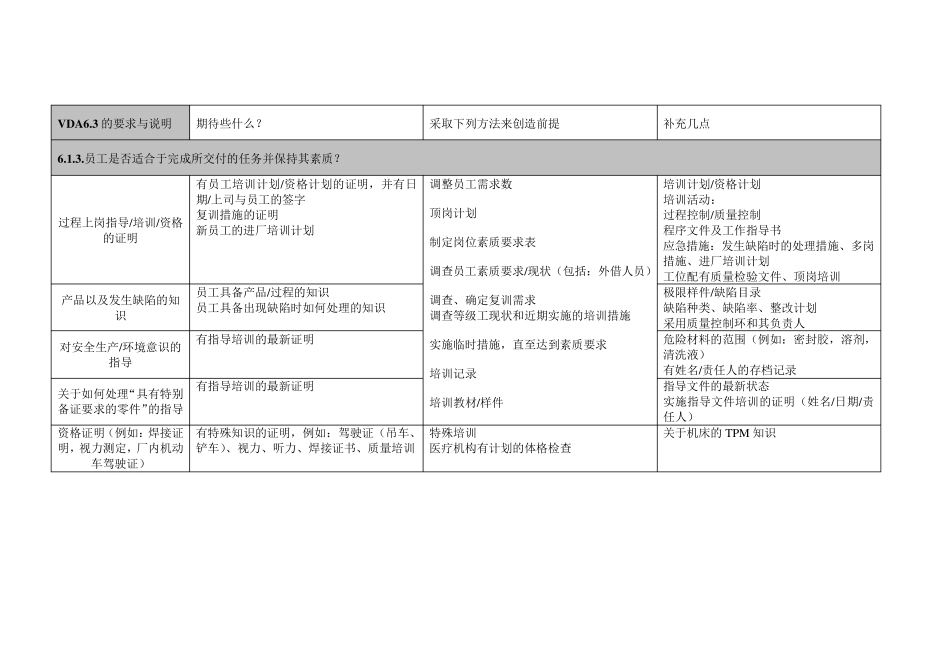
帕 V D A 6
3 的要求与说明 期待些什么
采取下列方法来创造前提 补充几点 6
员工是否委与了监控产品/过程质量的职责与权限
注脚:在 VDA6
3 中主要局限于生产工人
当然,被评价的范围应是所有员工(还包括生产线的辅助工) 自检 产品质量的自我监控 调查员工需求(数量) 顶岗制度 制订岗位描述表 统计员工素质缺乏情况,并在短期内实施培训措施 调查员工培训需求(包括:外借人员) 采取过渡方法,直接达到必要的素质 准备好文件、材料及必要的记录 制定隔离流程(隔离、理由、信息渠道) (授予员工隔离零件的权力) 安排准备合适的工作场地 抽检/SPC: 标准件,极限件; 培训 100%检验(终检) 过程认可 遵守规定(如:工艺规程/检验规程中的规定等) 生产设备、检验设备和工作、检验指导书中不足之处的识别与描述
调整工艺参数 在对调整参数、首件检验和末件检验的结果进行考虑的基础上,完成对生产过程的认可 ——对被隔离件进行认可 过程控制 实现 0 缺陷要求 过程的微调 检验结果的记录、存档 对控制卡记入数据的理解与解释 正确使用缺陷搜集卡,应用划线方法、质量控制卡 在超标时,理解应采取的整改措施 对设备故障时间的理解,并作出合适的反应 对有缺陷的零件作出隔离的权限 有明显缺陷的零件作出隔离的决定 解除隔离, 记录存档 隔离前的准备 优化计划 任务框架: 根除缺陷的原因,对已采取的立即整改 措施的有效性进行证实 对跨部门的整改措施的合作 开展并记录 KVP、KVP2、解决质量缺陷的临时小组、QRK 排名、合理化建议、好建议活动、小组会议 TPM(设备优化) V D A 6
3 的要求与说明 期待些什么
采取下列方法来创造前提 补充几点 6
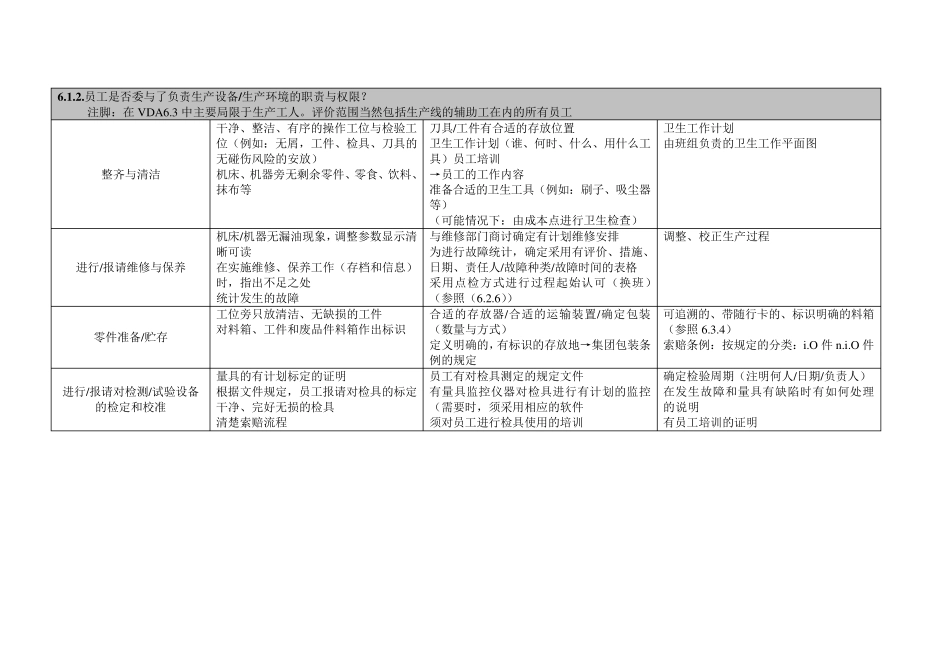
员工是否委与了负责生产设备/生产环境的职责与权限
注脚:在VDA6
3 中主要局限于生产工人
评价范围当然