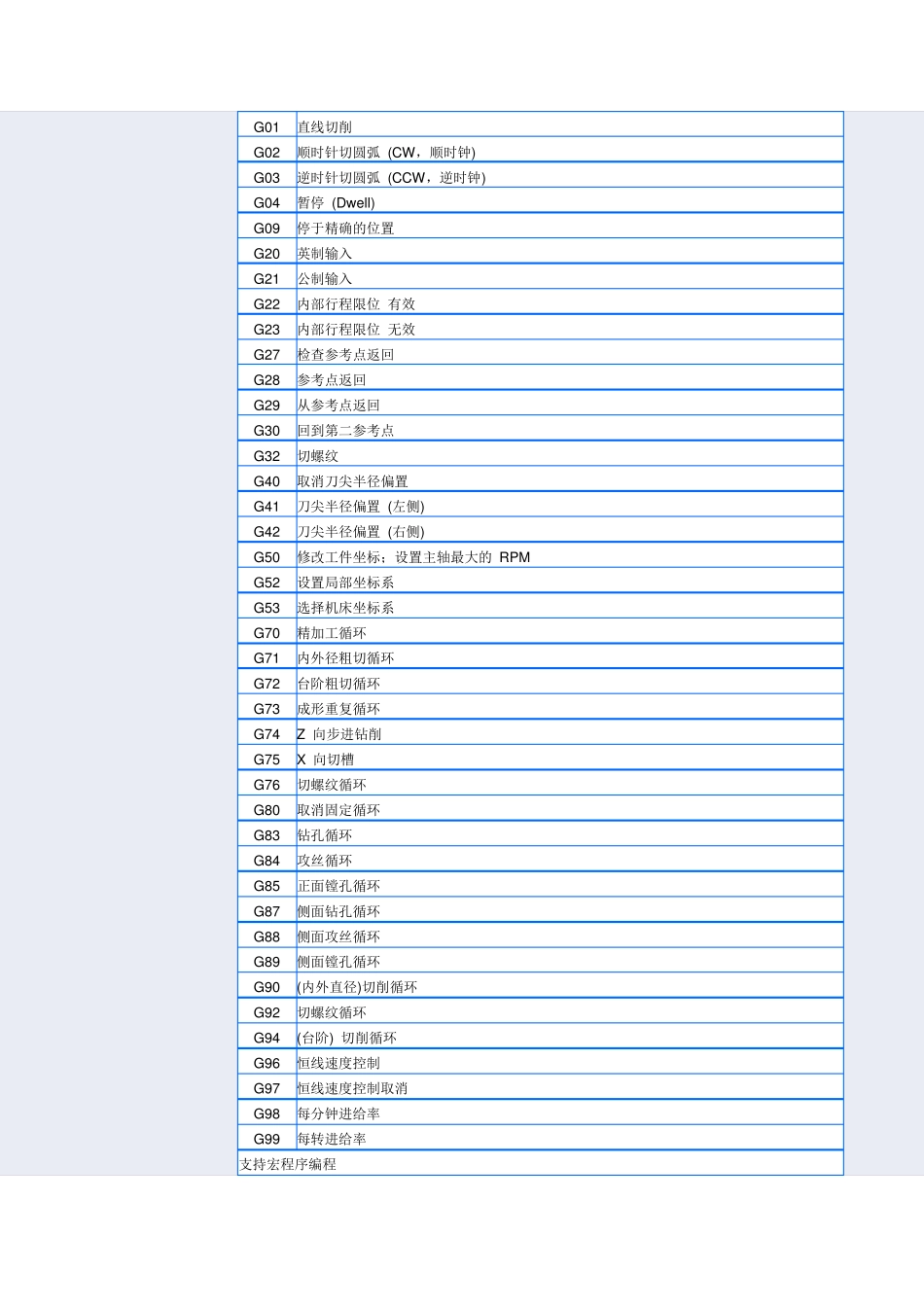
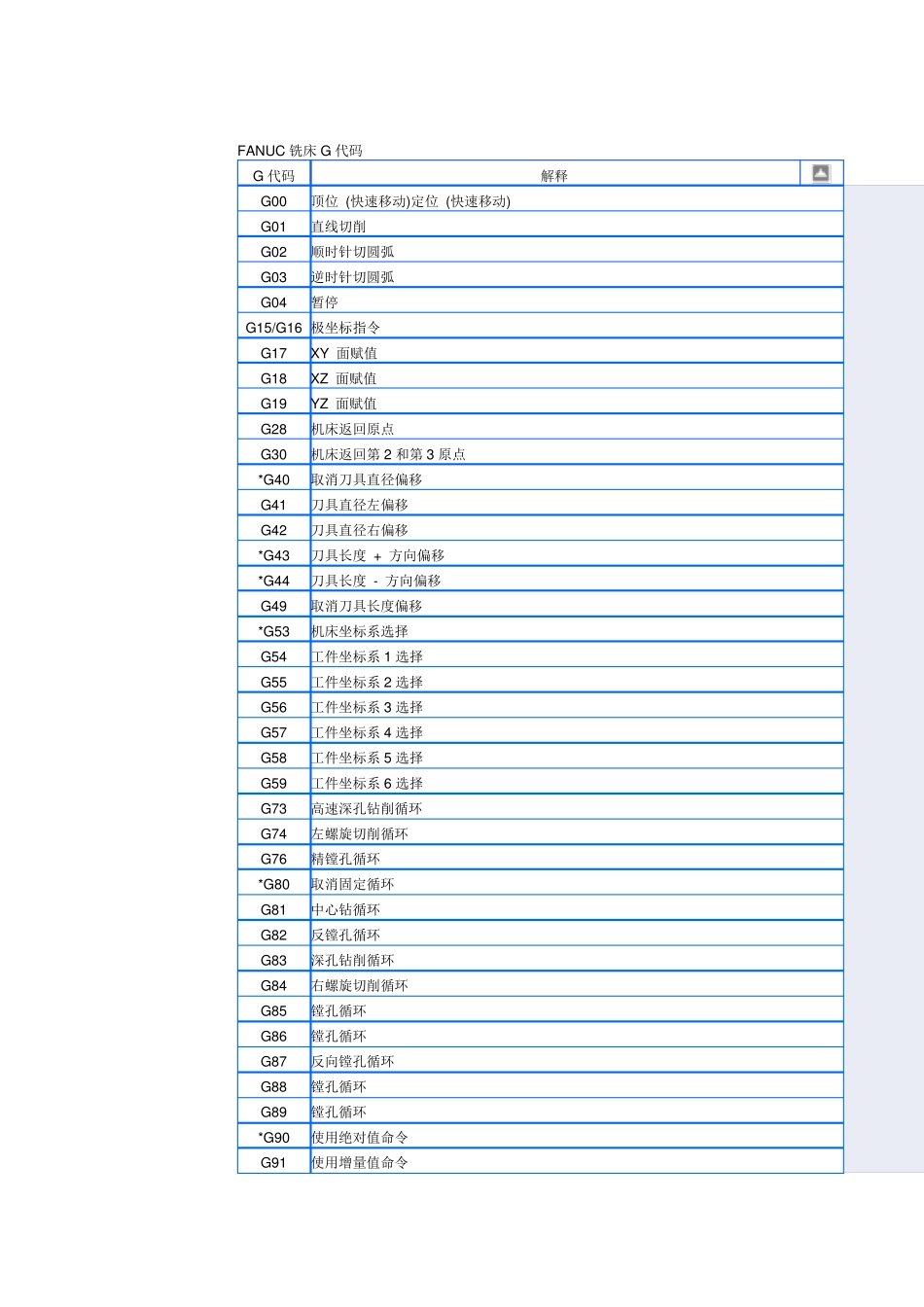
FANUC 车床G 代码 FANUC 铣床G 代码 FANUC M 指令代码 SIEMENS 铣床 G 代码 SIEMENS802S/CM 固定循环 SIEMENS802DM/810/840DM 固定循环 SIEMENS 车床 G 代码 SIEMENS 801、802S/CT、 802SeT 固定循环 SIEMENS 802D、810D/840D 固定循环 HNC 车床G 代码 HNC 铣床G 代码 HNC M 指令 KND100 铣床G 代码 KND100 车床G 代码 KND100 M 指令 GSK980 车床G 代码 GSK980T M 指令 GSK928 TC/TE G 代码 GSK928 TC/TE M 指令 GSK990M G 代码 GSK990M M 指令 GSK928MA G 代码 GSK928MA M 指令 三菱 E60 铣床G 代码 DASEN 3I 铣床G 代码 DASEN 3I 车床G 代码 华兴车床G 代码 华兴 M 指令 华兴铣床G 代码 华兴 M 指令 仁和 32T G 代码 仁和 32T M 指令 SKY 2003N M G 代码 SKY 2003N M M 指令 FANUC 车床G 代码 G 代码 解释 G00 定位 (快速移动) G01 直线切削 G02 顺时针切圆弧 (CW,顺时钟) G03 逆时针切圆弧 (CCW,逆时钟) G04 暂停 (Dw ell) G09 停于精确的位置 G20 英制输入 G21 公制输入 G22 内部行程限位 有效 G23 内部行程限位 无效 G27 检查参考点返回 G28 参考点返回 G29 从参考点返回 G30 回到第二参考点 G32 切螺纹 G40 取消刀尖半径偏置 G41 刀尖半径偏置 (左侧) G42 刀尖半径偏置 (右侧) G50 修改工件坐标;设置主轴最大的 RPM G52 设置局部坐标系 G5