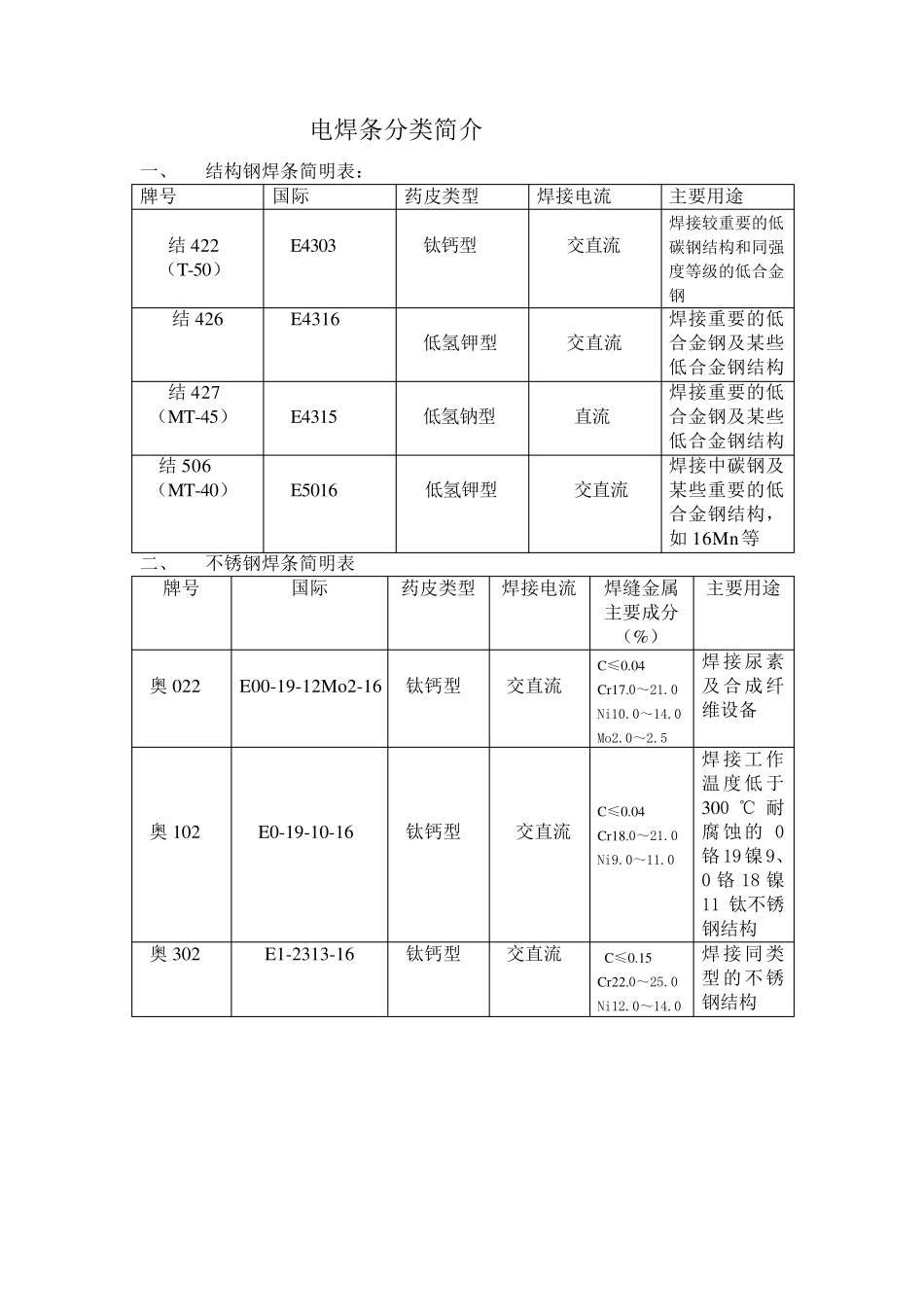
电焊条分类简介 一、 结构钢焊条简明表: 牌号 国际 药皮类型 焊接电流 主要用途 结422 (T-50) E4303 钛钙型 交直流 焊接较重要的低碳钢结构和同强度等级的低合金钢 结426 E4316 低氢钾型 交直流 焊接重要的低合金钢及某些低合金钢结构 结427 (MT-45) E4315 低氢钠型 直流 焊接重要的低合金钢及某些低合金钢结构 结506 (MT-40) E5016 低氢钾型 交直流 焊接中碳钢及某些重要的低合金钢结构,如16Mn等 二、 不锈钢焊条简明表 牌号 国际 药皮类型 焊接电流 焊缝金属主要成分 (%) 主要用途 奥022 E00-19-12Mo2-16 钛钙型 交直流 C≤0
04 Cr17
0 Ni10
5 焊接尿素及合成纤维设备 奥102 E0-19-10-16 钛钙型 交直流 C≤0
04 Cr18
0 焊接工作温度低于300 ℃ 耐腐 蚀 的0铬 19镍 9、0 铬 18 镍11 钛不锈钢结构 奥302 E1-2313-16 钛钙型 交直流 C≤0
15 Cr22
0 Ni12
0 焊接同类型的不锈钢结构 结422 符合GB E4303 (出口牌号T-50) JIS D4303 碳钢焊条 说明:结422 是氧化钛钙型药皮的碳钢焊条
具有优良的焊接工艺性能,电弧稳定,旱道美观,飞溅少,交直流两用,可进行全位置焊接
用途:用于焊接较重要的低碳钢结构和强度等级低的合金钢,如09 锰2等
焊缝金属化学成分(%) 项目 C Mn Si S P 保证值 - - - ≤0
035 ≤0
040 一般结果 0
030 焊缝金属机械性能 试验项目 MPa(kgf/mm²) MPa(kgf/mm²) δ5 %