1 / 15 1、 逐点比较法
直线,圆弧(顺、逆)例设要加工直线为OA,其终点坐标为A(5,3),则终点计数J=x e+y e=5+3=8, 加工过程的运算节拍如下表所示:例现欲加工第一象限顺圆弧AB,如图 5-8 所示,起点A(0, 4),终点 B(4,0),试用逐点比较法进行插补
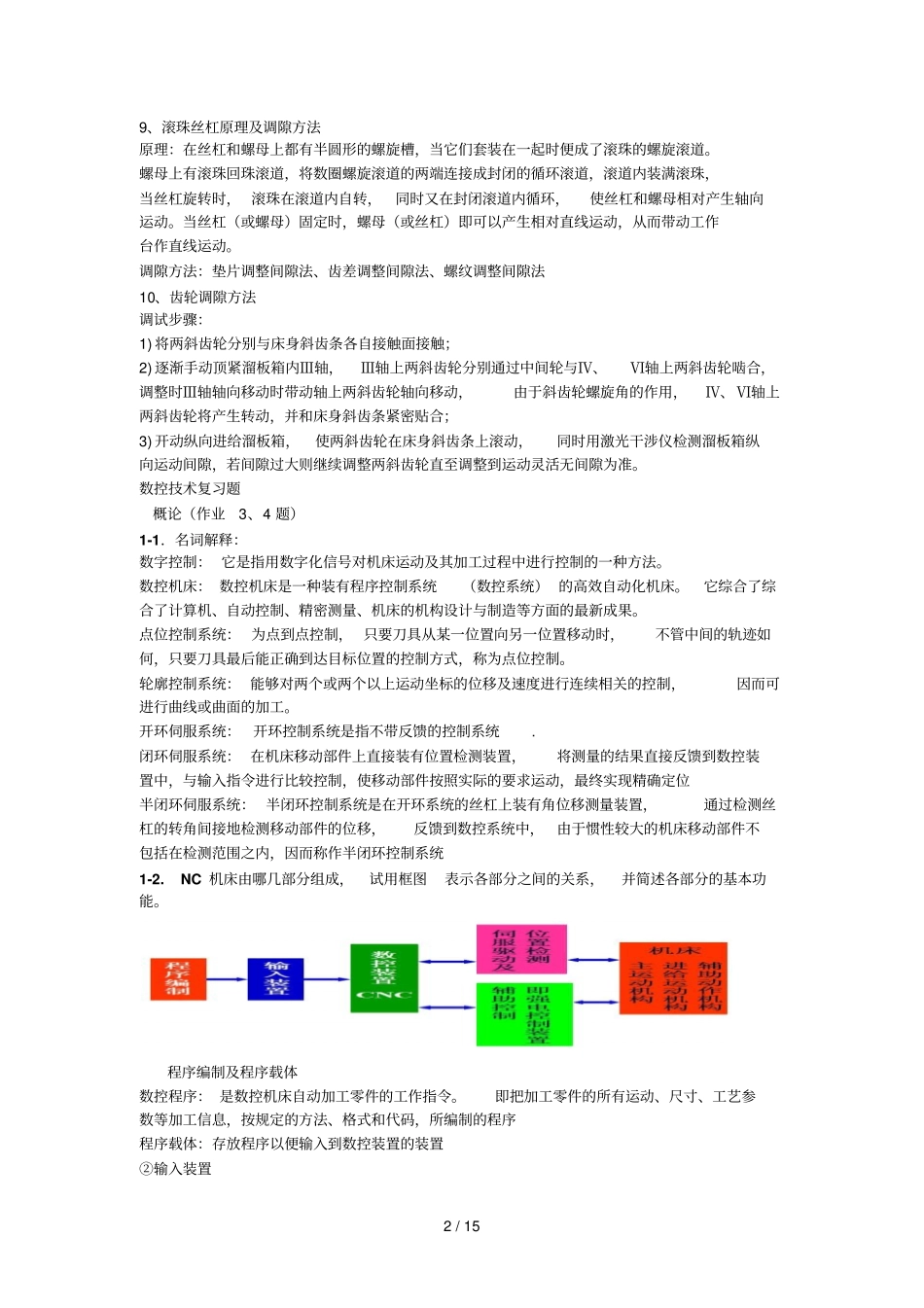
2、步进电机进给伺服系统设计3、车床、铣床加工编程4、机床坐标抽5、感应同步器、旋转变压器原理6、刀具半径补偿的定义、作用及代码7、数控机床分类8、时间分割法原理:每隔时间T( ms)进行一次插补,算出在这一时间间隔内的进给量,边计算边输出,直至达到终点
T:插补周期,大于插补运算所占用的CPU 时间,与加工精度和进给速度有关
一次插补进给量f:v:进给速度( mm/min )T: 插补周期( ms)X Y 3 2 1 1 2 3 4 4 O A(0,4) B(4,0) 步数偏差判别坐标进给偏差计算坐标计算终点判别起点00FX 0=0,Y0=4 ∑ =81 F 0=0 -Y 712001YFFX 1=0,Y1=3 ∑ =72 F 1