浅谈辊道类设备维护要点 一、 前言: 辊道是热轧生产设备中数量最大,运转频率最高的非关键设备
担负着板坯、中间坯直至热轧带钢的输送任务
辊道类设备维护管理水平的高低直接关系生产能否顺利进行,直接影响产品表面质量
所以辊道类设备管理必须加以重视
辊道类设备管理必须围绕两个目标:第一,故障降为零;第二,满足产品质量要求
二、 辊道分类及维护要点: 1、 板坯库运输辊道、装出炉辊道: 特点:工作环境好,运转频率低,维护管理要求低
维护要点: 1) 保证干油润滑
分段检查分配器工作情况,利用定修周期进行人工补油
2) 加强点检,及时发现电机掉电,防止板坯反推辊子传动,造成接手螺栓切断
及时更换接手螺栓避免故障扩大
2、 粗轧机前后工作辊道、E1R1 机架辊: 特点:工作环境恶劣,板坯叩头冲击 大,除 鳞 高压 水冲刷 ,频繁 加减 速 、正 反转,点检困 难 ,维护管理难 度 非常 大
维护要点: 1) 轴承选型:采用质量最优的进口轴承, SKF、FAG 品牌
(此部位采用双列球面辊子轴承,调心效果好承载能力高) 2) 点检:采用日常动态点检与检修静态点检相结合的办法,动态点检时除目测外,还需要用听音棒听轴承声音,跟踪声音变化情况
跟踪辊道电机电流变化等
检修时进行静态点检,脚踩盘车,检查转动是否灵活,有无卡阻
各部螺栓有无松动,各部位垫片有无脱落等
定期打开轴承座侧盖检查轴承,测量轴承间隙
对于一些轧钢过程中无法靠近点检运转声音的辊子,可以利用检修试车阶段进行检查
3) 润滑:粗轧机前后工作辊道由于环境恶劣,水汽大,高压水冲刷,轴承润滑是维护重点
除分配器正常供油外,全部配接人工补油管路进行人工补油
E1R1 的4 根机架 辊及 轧机前后各 3 根辊子每 3 天 进行一次 人工加 油,其 余 各辊每 二 周 进行一次
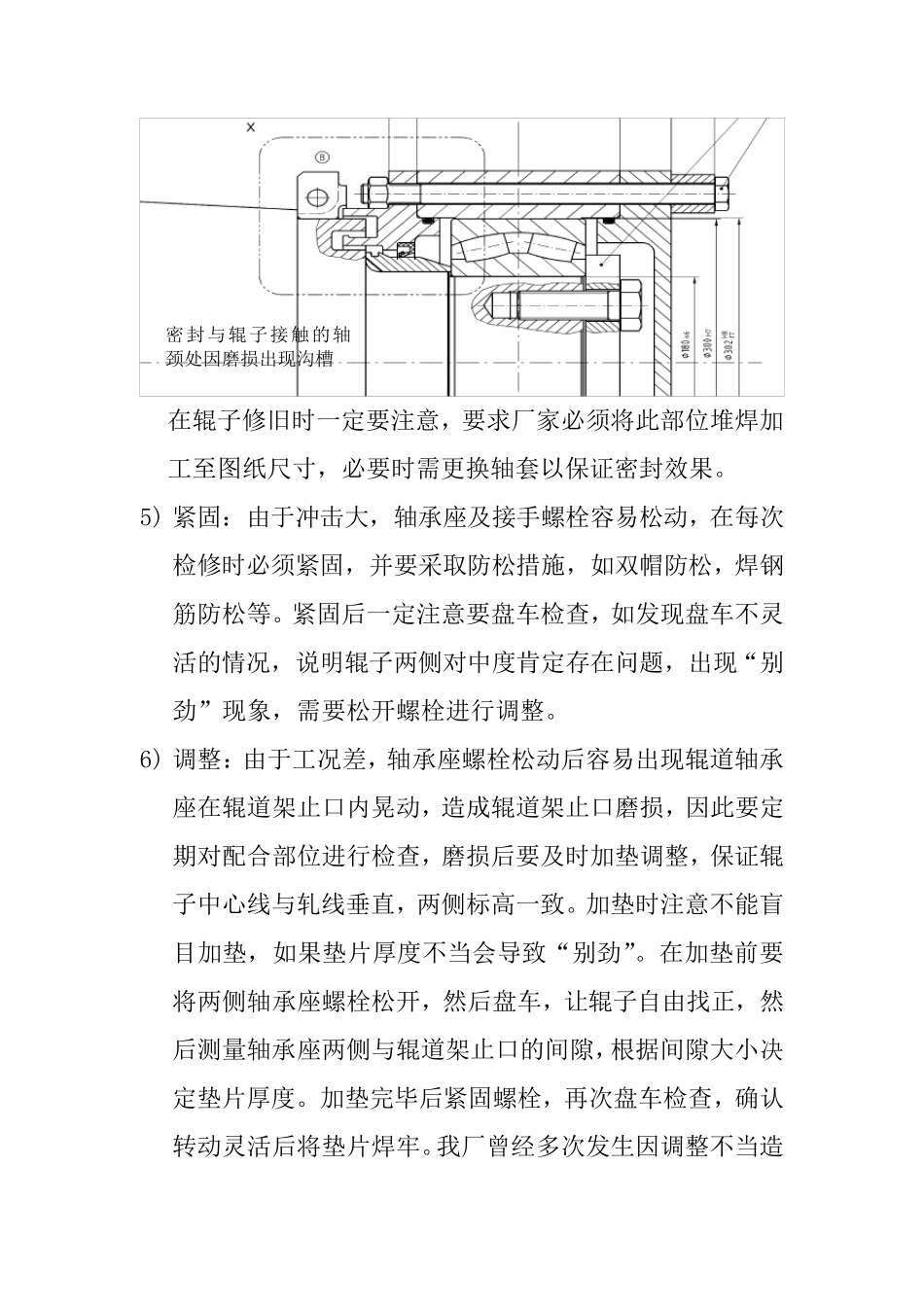
4) 轴承防 水、密 封 :由于环境恶劣,高