工艺才册 碳钢工艺 问题 原因 解决方法 1
焦点偏低 3
喷嘴过大 1
降低气压 2
提高焦点 3
使用小喷嘴 底部分层,出现褶纹 1
气压过大 2
切割速度过慢 1
降低气压 2
加快切割速度 断面出现细小条纹 1
焦点过低 3
切割速度快 1
加大气压 2
提高焦点 3
换大喷嘴 4
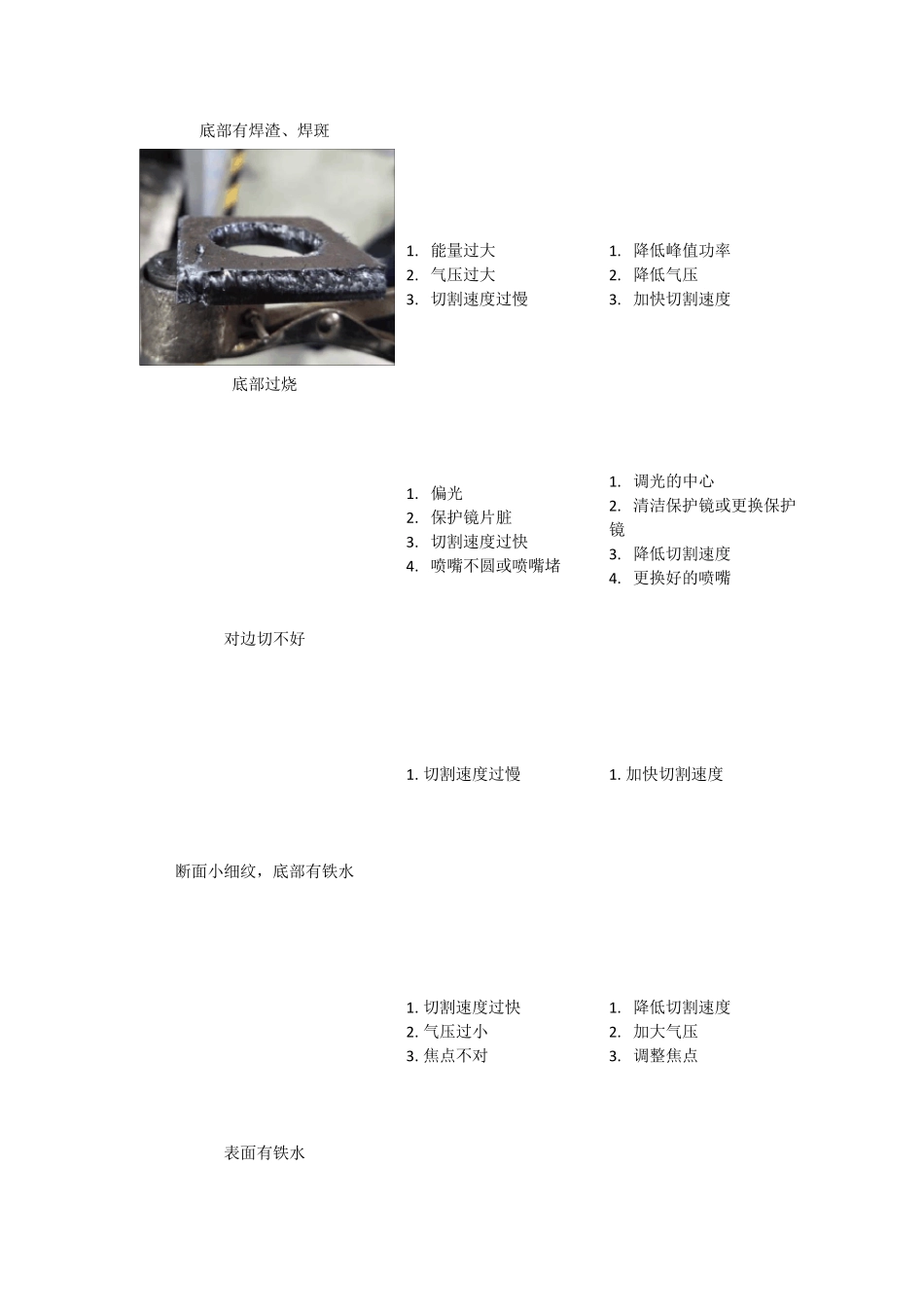
降低切割速度 底部有焊渣、焊斑 1
能量过大 2
气压过大 3
切割速度过慢 1
降低峰值功率 2
降低气压 3
加快切割速度 底部过烧 1
保护镜片脏 3
切割速度过快 4
喷嘴不圆或喷嘴堵 1
调光的中心 2
清洁保护镜或更换保护镜 3
降低切割速度 4
更换好的喷嘴 对边切不好 1
切割速度过慢 1
加快切割速度 断面小细纹,底部有铁水 1
切割速度过快 2
气压过小 3
焦点不对 1
降低切割速度 2
加大气压 3
调整焦点 表面有铁水 1
切割速度过快 1
降低切割速度 断面斜纹 1
焦点过高 2
气压过大 1
降低焦点 2
降低气压 切割上断面有细条纹 1
转弯热量过高 1
对尖角进行倒圆角处理 2
使用冷却点 3
使用功率曲线 角过烧 不锈钢工艺 问题 原因 解决方法 焦点太高 1
焦点偏高 2
气压过小 1
降低焦点 底部挂条纹状硬渣 1
焦点偏高 2
切割喷嘴高度过低 3
气压过大 1
降低焦点 2
提高喷嘴高度 3
降低气压 断面下半部分发白 1
焦点过高 1
降低焦点 断面底部发黄 1
速度太快 2
焦点偏低 1
降低切割速度 2
提高焦点 底部挂点滴状细小毛刺 1
焦点偏高 1
降低焦点 转角挂渣 1
保护镜片脏 1
更换保护镜片 切缝变宽 1
焦点过低 2
切割速度过快 3