1 第1章 概述 烘干机是干燥物品的专用设备
在干燥物品时,为保证物品质量,减小烘干机零件损耗,除要求温度能自动控制外,还需要间断通风
烘房内装有电接点温度计 TJ,用来检测烘房温度
当加热器通电时,烘房加热升温;通风机通电时,烘房通风
当烘房的温度升至需要温度时,电接点温度计的接点闭合;当烘房的温度低于需要温度时,电接点温度计的接点断开
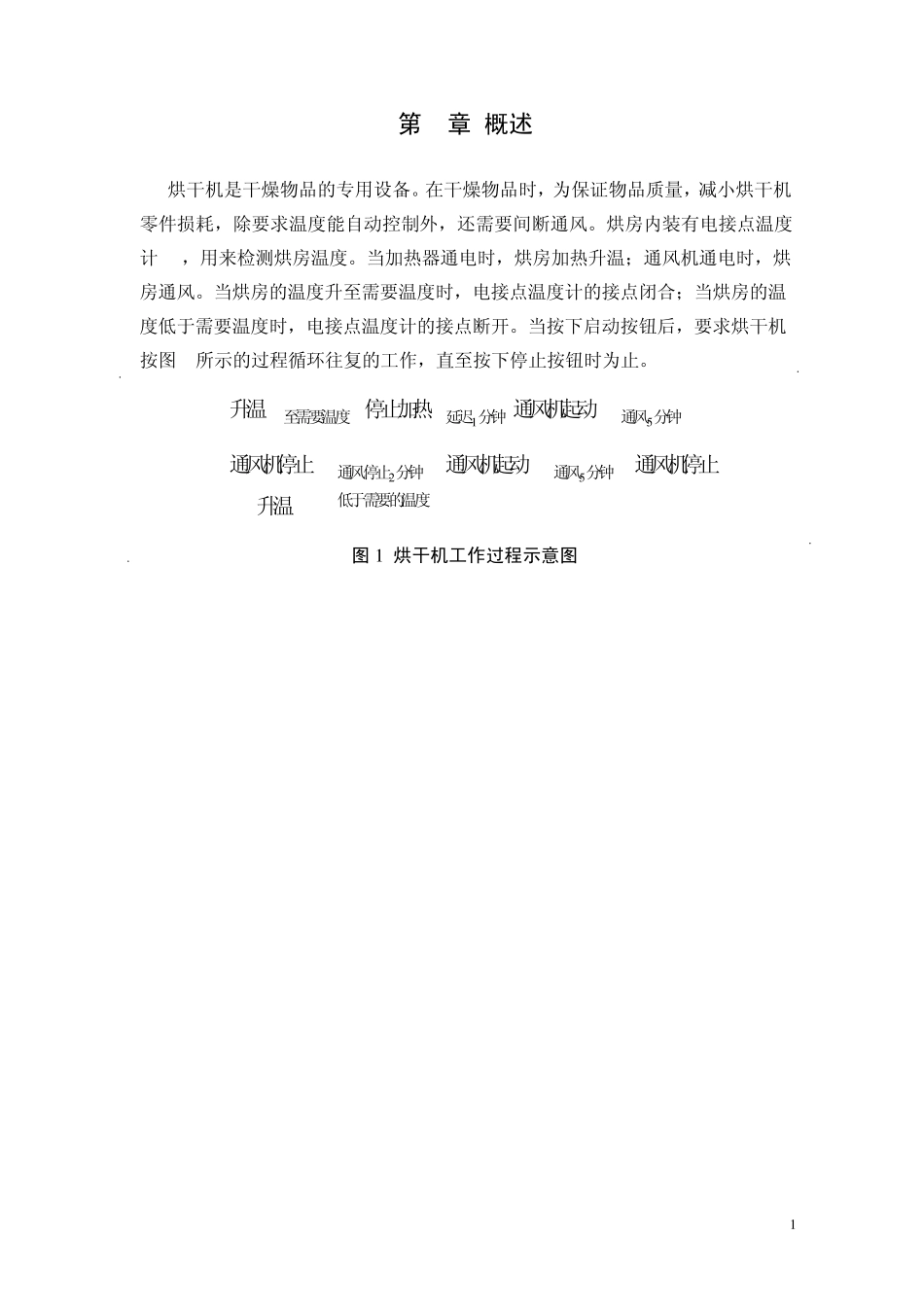
当按下启动按钮后,要求烘干机按图 1所示的过程循环往复的工作,直至按下停止按钮时为止
升温至需要温度 停止加热 延迟1 分钟 通风机起动通风5 分钟通风机停止通风机起动通风机停止升温通风停止2 分钟通风5 分钟低于需要的温度
图1 烘干机工作过程示意图 2 第2章 控制方案论证 目前应用于烘干机控制系统主要有继电器控制系统、PLC 和单片机控制系统
1、单片机控制方式 它是用程序实现各种复杂的控制,功能最强
工作方式采用中断处理,响应也较快,价格比 PLC要低
但它的程序修改难度较大,可靠性比 PLC要差,也需要设计专门的接口电路和抗干扰措施
在使用时要求有较好的工作环境,维护技术也较高,系统设计较复杂,调试技术难度大,需要有系统的计算机知识
它需要设计和制作输入接口电路、输出接口电路、放大电路和印刷电路板,设计制作工作量大,周期长,而且它的抗扰能力很弱,对环境的适应性差
2、继电器控制方式 由于继电器控制设计出的线路也比较复杂,因而电器控制装置的制造周期较长,造价相应较高,维修也不方便
控制系统完成后,若控制任务发生变化,如某些生产工艺流程的变动,则必须通过改变接线才能实现
另外,由于接线程序控制系统中器件、接线较多,所以其平均无故障时间较短
采用继电器控制方案,有如下缺点: 不仅继电器本身容易出现误动作,特别是触头氧化及铁芯与衔铁弄脏后的吸力不足,机械运动部件运动不灵活而出现被卡烧坏线圈等故障,给维护过程带来极大不便,甚