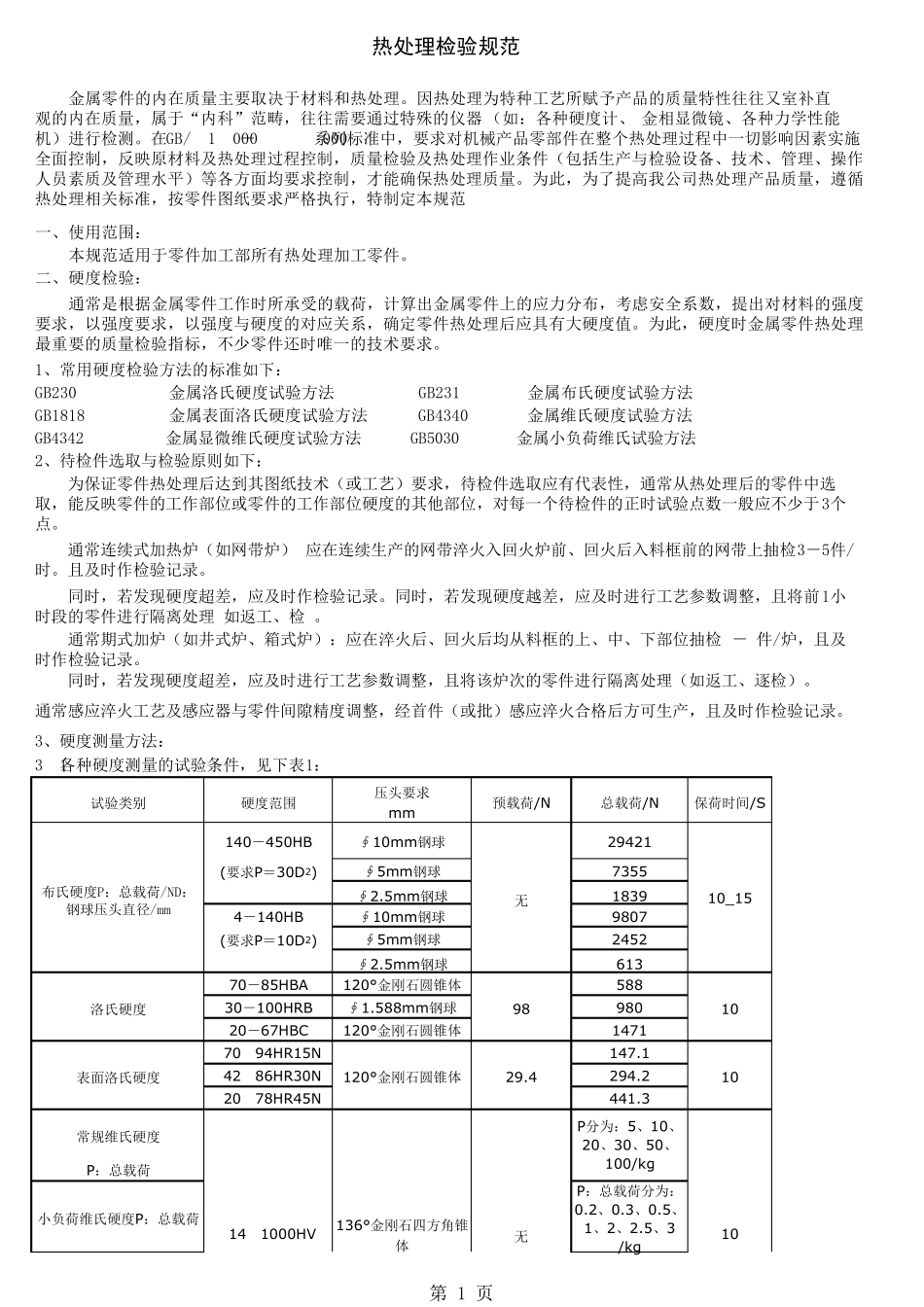
压 头 要 求mm140- 450HB∮ 10mm钢 球29421(要 求 P= 30D2)∮ 5mm钢 球7355∮ 2
5mm钢 球18394- 140HB∮ 10mm钢 球9807(要 求 P= 10D2)∮ 5mm钢 球2452∮ 2
5mm钢 球61370- 85HBA120°金 刚 石 圆 锥 体58830- 100HRB∮ 1
588mm钢 球98020- 67HBC120°金 刚 石 圆 锥 体147170-94HR15N147
142-86HR30N294
220-78HR45N441
3常 规 维 氏 硬 度P: 总 载 荷小 负 荷 维 氏 硬 度 P: 总 载 荷P: 总 载 荷 分 为 :0
5、1、 2、 2
5、 3/kg3、 硬 度 测 量 方 法 :3
1各 种 硬 度 测 量 的 试 验 条 件 , 见 下 表 1: 为 保 证 零 件 热 处 理 后 达 到 其 图 纸 技 术 ( 或 工 艺 ) 要 求 , 待 检 件 选 取 应 有 代 表 性 , 通 常 从 热 处 理 后 的 零 件 中 选取 , 能 反 映 零 件 的 工 作 部 位 或 零 件 的 工 作 部 位 硬 度 的 其 他 部 位 , 对 每 一 个 待 检 件 的 正 时 试 验 点 数 一 般 应 不 少 于 3个点
通 常 连 续 式 加 热 炉 ( 如 网 带 炉 ) :应 在 连 续 生 产 的 网 带 淬 火 入 回 火 炉 前 、 回 火 后 入 料 框 前 的 网 带 上 抽 检 3- 5件 /时
且 及 时 作 检 验 记 录
同 时 , 若 发 现 硬 度 超 差 , 应 及 时 作 检 验 记 录
同 时 , 若 发 现 硬 度 越 差 , 应 及 时 进 行 工 艺 参数 调整, 且 将前 1小时 段的