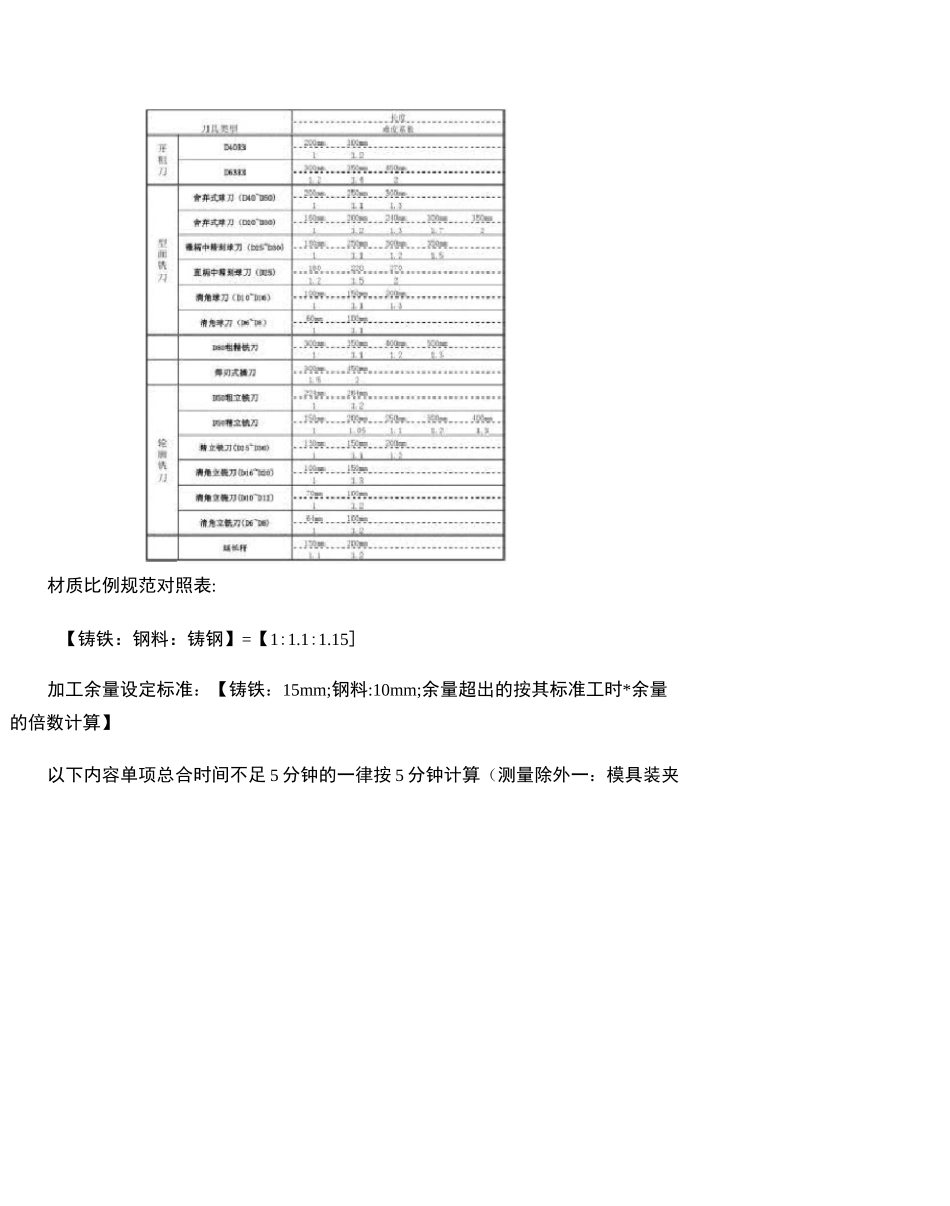
材质比例规范对照表:【铸铁:钢料:铸钢】=【1:1
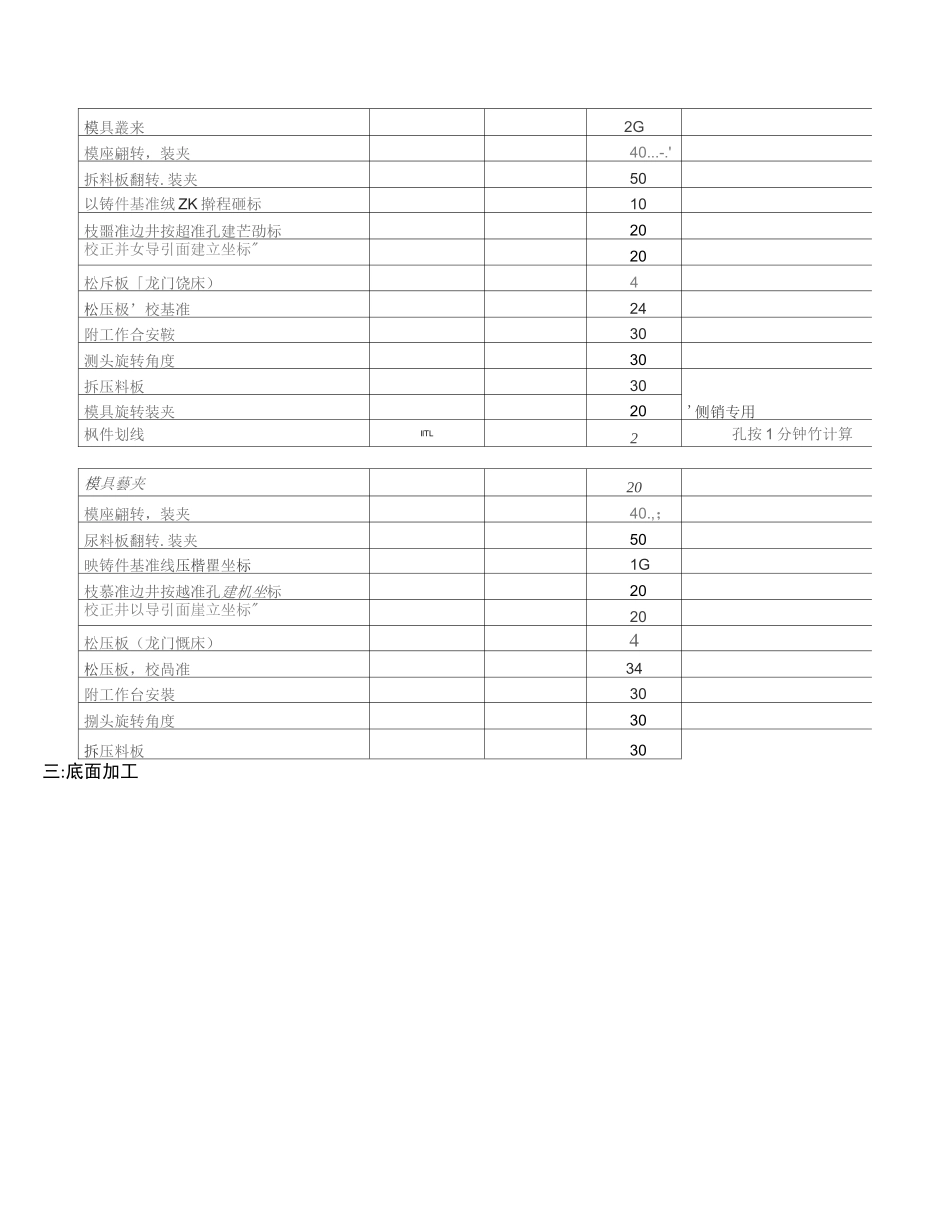
15]加工余量设定标准:【铸铁:15mm;钢料:10mm;余量超出的按其标准工时*余量的倍数计算】以下内容单项总合时间不足 5 分钟的一律按 5 分钟计算(测量除外一:模具装夹模具叢来2G模座翩转,装夹40
'拆料板翻转
装夹50以铸件基准绒 ZK 擀程砸标10枝噩准边井按超准孔建芒劭标20校正并女导引面建立坐标"20松斥板「龙门饶床)4松压极’校基准24附工作合安鞍30测头旋转角度30拆压料板30'侧销专用模具旋转装夹20枫件划线llTL2孔按 1 分钟竹计算模具藝夹20模座翩转,装夹40
,;尿料板翻转
装夹50映铸件基准线压楷瞿坐标1G枝慕准边井按越准孔建机坐标20校正井以导引面崖立坐标"20松压板(龙门慨床)4松压板,校咼准34附工作台安裝30捌头旋转角度30拆压料板30三:底面加工榄具簽夹2D模座翻转
裝夹10模具袈夹20模座翩转,裝夹40
装夹50模具發夹20模座翻转,裝夹40
犀料枫胡转,装夹50模具叢夹20模座翩转,装夹40
'犀料板翻转
以铸件基准绒 ZK 槽程砸标10校基准边井按基准孔建迂哑标20模具裝夹2D模座翩转,装夹40
顶 杆 面 粗 加工
个5顶 杆 面 精 加工'呼3顶杆过孔加=8顶 杆 面 粗 加工
个5顶 杆 血 權 加工-牛3顶杆血粗加 H-午5顶 杆 面 特 加工'-个•'3顶 杆 过 孔加:
-牛S悴比块平台粗加工-牛4顶 杆 面 翘 加工
个5顶 杆 面 精 加工-T■3顶杆过孔旳|t■■8顶杆丽袒 ini
个5顶 杆 面 精 加工3顶杆过加川 It■■8顶 杆 曲 切 加工-t5顶 杆 面 精 加工3顶 杆 过 孔 加工
个8悸比块平台祖加工-牛4