XQ/SJ-01-2015 1 结构件企业生产标准 1
定义 具有一定形状结构,并能够承受载荷的作用的构件,称为结构件
如,支架、框架、内部的骨架及支撑定位架等
范围 本标准适用于的结构件生产
本标准适用于本厂图纸技术、加工制造和检验标准的规范
规范性引用文件 下列标准对于本文件的应用是必不可少的
凡是注日期的引用标准,仅注日期的版本适用于本文件
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件
XQ/SJ-05-2012《结构件通用焊接工艺》 GB/T19804-2005 焊接结构的一般尺寸公差和形位公差 4
需要加工的材料下料余量标准 4
1 表面精度等于或高于的需要留材料长、宽、厚度、圆孔、方孔加工余量 长/宽 度(mm) 单边余量(mm) 厚(mm) 单边余量(mm) 圆孔/方孔(mm) 单边余量(mm) 焊前加工 焊后加工 ≤10 2 ≤60 3 ≤1000 2 4 10~20 3 61~100 4 1001~2000 5 21~40 4 >100 5 2001~3000 3 6 >40 5 4
2 表面精度等于或低于的不需留金加工余量,可直接割出
焊接工艺 5
1 焊工 5
1 焊工必须经过考试并取得合格证后,方可上岗
2 焊工必须严格遵守焊接工艺规程,严禁自由施焊及在焊道外的母材上引弧
2 焊前准备 5
1 焊前焊工要熟悉图纸及其组焊要求
2 焊接前应检查并确认 焊接设 备及辅 助 工具等处 于良 好 状态
3 焊接工作尽 量在室 内进 行 ,当 工件表面潮 湿 或暴 露 于雨 雪 条 件下,不得进 行 焊接作业
XQ/SJ-01-2015 2 5
4 焊条、焊剂和药芯焊丝应按产品说明书的规定进行烘干,烘干后存放在保温箱内随用随取
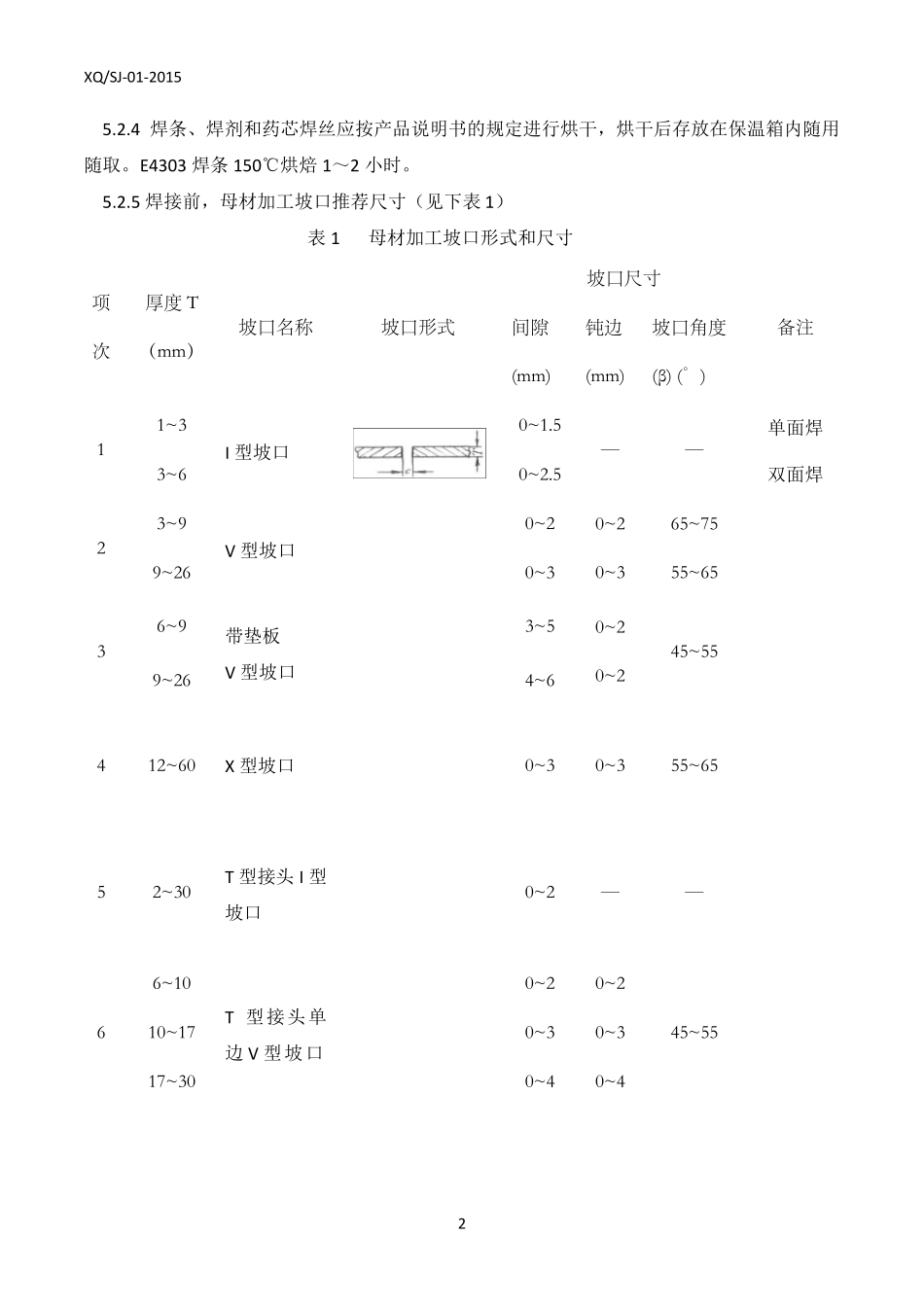
E4303 焊条150℃烘焙 1