目的本程序规定了管道焊接施工中焊缝无损检测的管理要求
适用范围本程序适用于本公司所有焊接施工工程中无损检测的管理
编制依据11
劳动部 1996 年 4 月 23 日颁布的《压力管道安全管理与监察规定》11
国家质监局锅发[2000]99 号《压力管道安装资格认可实施细则》11
国务院 2003 年 3 月 11 日颁布的《特种设备安全监察条例》11
GB3323 — 87 《钢熔化焊对接接头射线照相和质量分级》11
《ASME 锅炉及压力容器规范》第 V 卷第 2 章 《射线照相检验》12
无损检测人员要求12
所有从事探伤的人员均应经过培训,并按照《锅炉压力容器无损检测人员资格考核规则》进行考核,获取相应的初、中或高级资格证书,各技术等级只能从事与该等级相应的无损检测工作
探伤质量控制程序探伤质量控制程序见图1
检测时间14
焊后 24 小时且表面检验合格后
焊缝内外表面的波痕与不平度与底片缺陷影像混淆时,则应采用适当的方法去除
设备及器材的选择14
设备:选用TS-100(Ir192 源) 1 台
胶片: AGFA C4 胶片,用片规格80×180mm
象质计: ASME 透度计
增感屏:选用铅箔增感屏,规格80×180×0
暗袋:人造革暗袋,背后贴附“ B”铅字标记
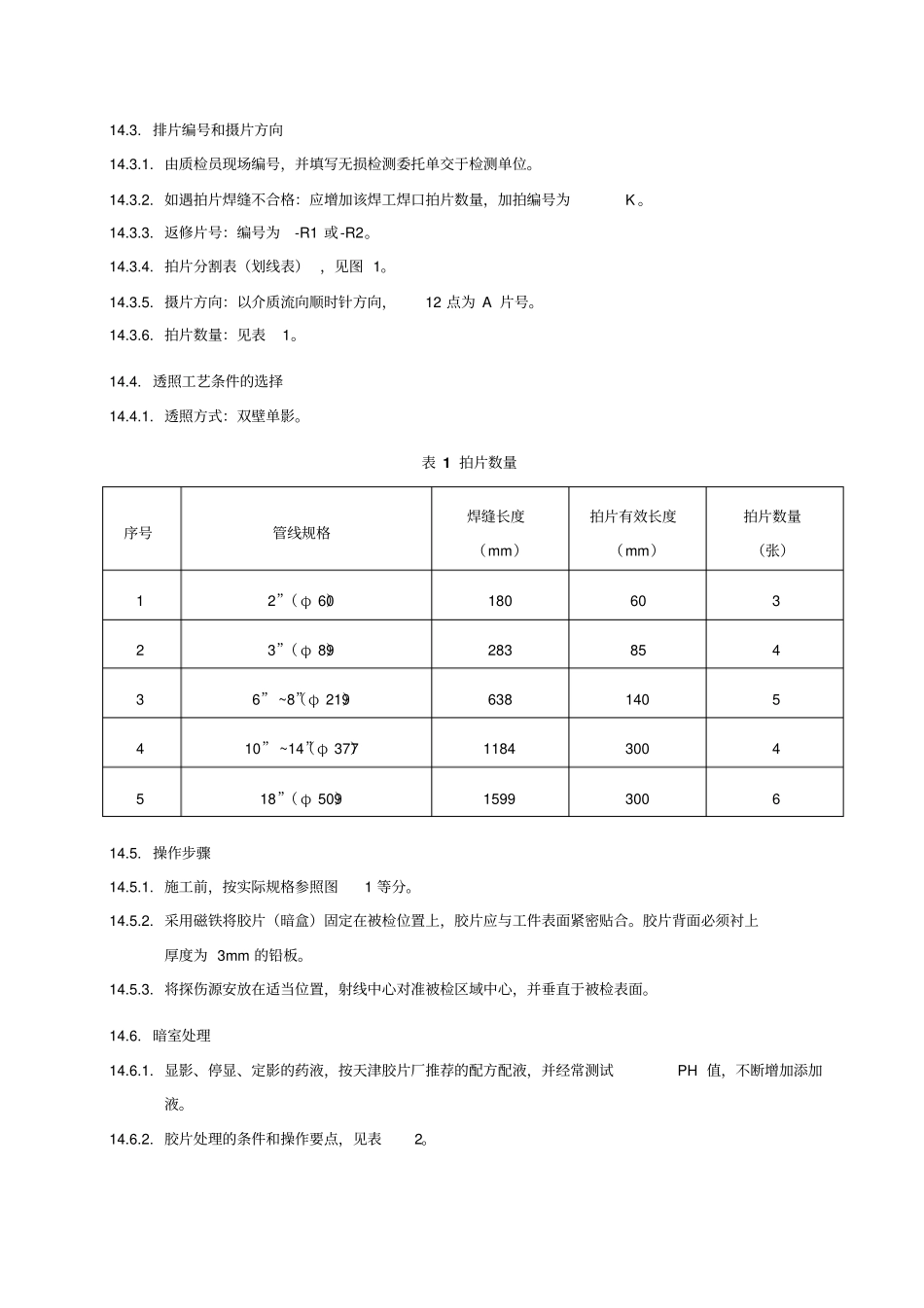
标记带及定位标记和识别标记布置规则,见图2
图 1 ××(3) ××(4) ××(5) ××(6) (2)+(1)(2) (1) 中心标记(2) 搭接标记(3) 管线号(4) 焊工号(5) 焊口号(6) 片号注:象质计金属丝横跨焊缝并垂直于焊缝方向,细丝置于外侧
图 2 确定验收标准,填写检测申请