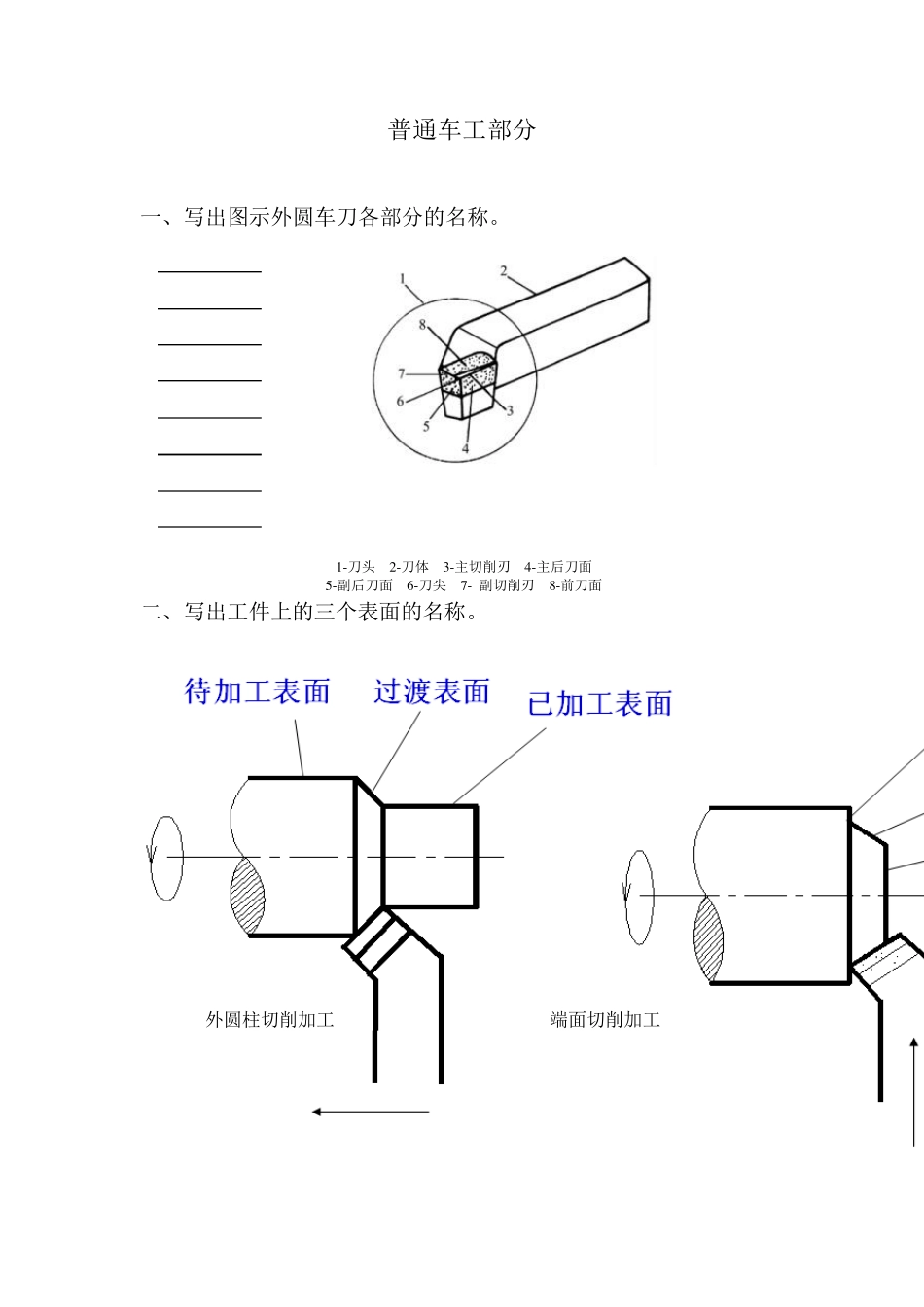
普通车工部分 一、写出图示外圆车刀各部分的名称
1 -刀头 2 -刀体 3 -主切削刃 4 -主后刀面 5 -副后刀面 6 -刀尖 7 - 副切削刃 8 -前刀面 二、写出工件上的三个表面的名称
外圆柱切削加工 端面切削加工 三、将游标卡尺和螺旋测微器读数填写在图下方的横线上
螺旋测微器 9
游标卡尺(50 分度(0
02m m )) 3
40 四、根据图示填写车床各部分的名称
0 1 2 3 4 5 0 10 20 30 40 50 cm 五、在车床上加工下列工件表面,试选择刀刃具并写出刀刃具序号(填入表内)
钻孔 钻中心孔 铰孔 镗孔 4 1 6 2 滚花 车外圆 镗内槽 镗盲孔 10 11 5 3 车端面 车成形面 切外槽 车螺纹 8 9 12 7 刀 刃 具 1 2 3 4 名称 中心钻 名称 通孔镗刀 名称 盲孔镗刀 名称 麻花钻 5 6 7 8 名称 切槽用镗刀 名称 铰刀 名称 螺纹车刀 名称 弯头车刀 9 10 11 12 名称 圆头车刀 名称 滚花刀 名称 90°偏刀 名称 切断(槽)刀 六、判断 1
机械加工时,凡尺寸精度要求高的表面粗糙度值就小,反之就大
( √ ) 2
尺寸Φ 20±0
10mm,Φ 20是公称尺寸,上偏差是+0
10 mm下偏差是-0
10mm, 公差为 0
( √ ) 3
使用转动小滑板法车削锥度时,小滑板转过的角度应等于圆锥角
( × ) 4
为避免硬质合金刀片因骤冷、骤热而产生崩裂一般不使用切削液
( √ ) 5
车床的主运动为主轴的旋转运动,而车刀的移动为进给运动
( √ ) 6
为防止工件在切削时松动,其卡紧力越大越好
( × ) 7
半精车、精车时,进给量选得较大,会使工件的表面粗糙值增大
( √ ) 8