新建棒材线轧机设备招标规格书 1 概述 为满足西林钢铁集团有限公司轧钢生产线技术改造工程的需要,拟采购轧机区设备及配套设施
本规格书所述轧机设备和买方采购的减速机、轧辊、电机共同组成轧机机列,为满足轧机列顺利按时完成安装、调试、试车,轧机供货商负责轧机的设计制造,设计的依据为买方提供的力能参数、减速机速比和买方提供的轧机轧制力矩等设计资料
买方还将向轧机供货商提供轧机主电机资料,由减速机供货商负责轧机主电机与减速机之间的联结接手设计和接手供应,并出详细联结图
轧机供货商负责轧机和减速机间的万向接轴、万向轴和减速机间联结以及万向轴和轧机间联结设计和供货
最终的轧机机列图和轧机区域布置图由轧机供货商负责设计,为此减速机供货商须向买方和轧机供货商提供减速机设计资料(包括主电机与减速机之间的详细联结结构图),买方、主电机供货商、轧机供货商和减速机供货商相互之间应进行积极配合
卖方提供轧机专用换辊装置一套,用于轧机换辊; 买方提供立辊轧机翻转装置一套,用于立式机架翻转; 设备所需的液压、润滑、水等介质管道分项报价; 本规格书所载内容为买方认为必须满足的最低要求
2 技术要求 2
1 基本设计参数 轧线设备布置在车间±0
0m平面上,轧制中心线标高+800mm
工厂工艺平面见工厂工艺平面附图
1 产品大纲 设计产量 100×104t/a高强度带肋钢筋和优质圆钢
主要生产钢种:碳素结构钢、优质碳素结构钢、低合金钢等
交货状态:全部为直条捆扎交货
产品规格范围: 带肋钢筋:10~40mm×6~12m; 圆钢:16~40mm×6~12m
2 车间原料 本车间设计采用150mm×150mm×12000mm、165mm×165mm×12000mm的连铸方坯
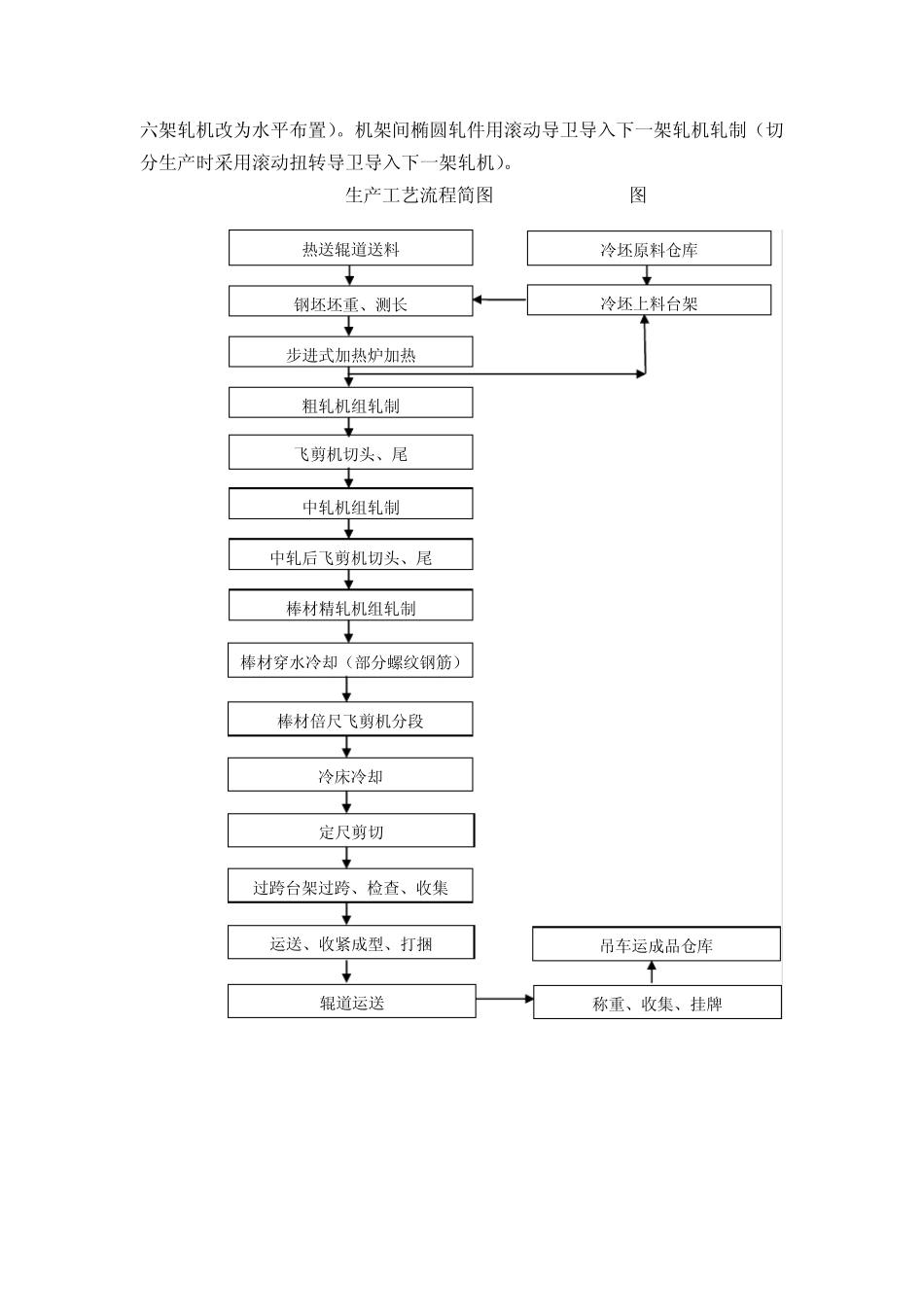
3 生产工艺流程 2
1 生产工艺流程简图 生产工艺流程简图 见图 1 2