机床铸件 技术要求及验收适用范围:本要求用于金属切削机床的床身(底座)、立柱、工作台、主轴箱、工件架、滑座、横梁、支架等灰铸铁铸件的验收和不合格品的处理规定
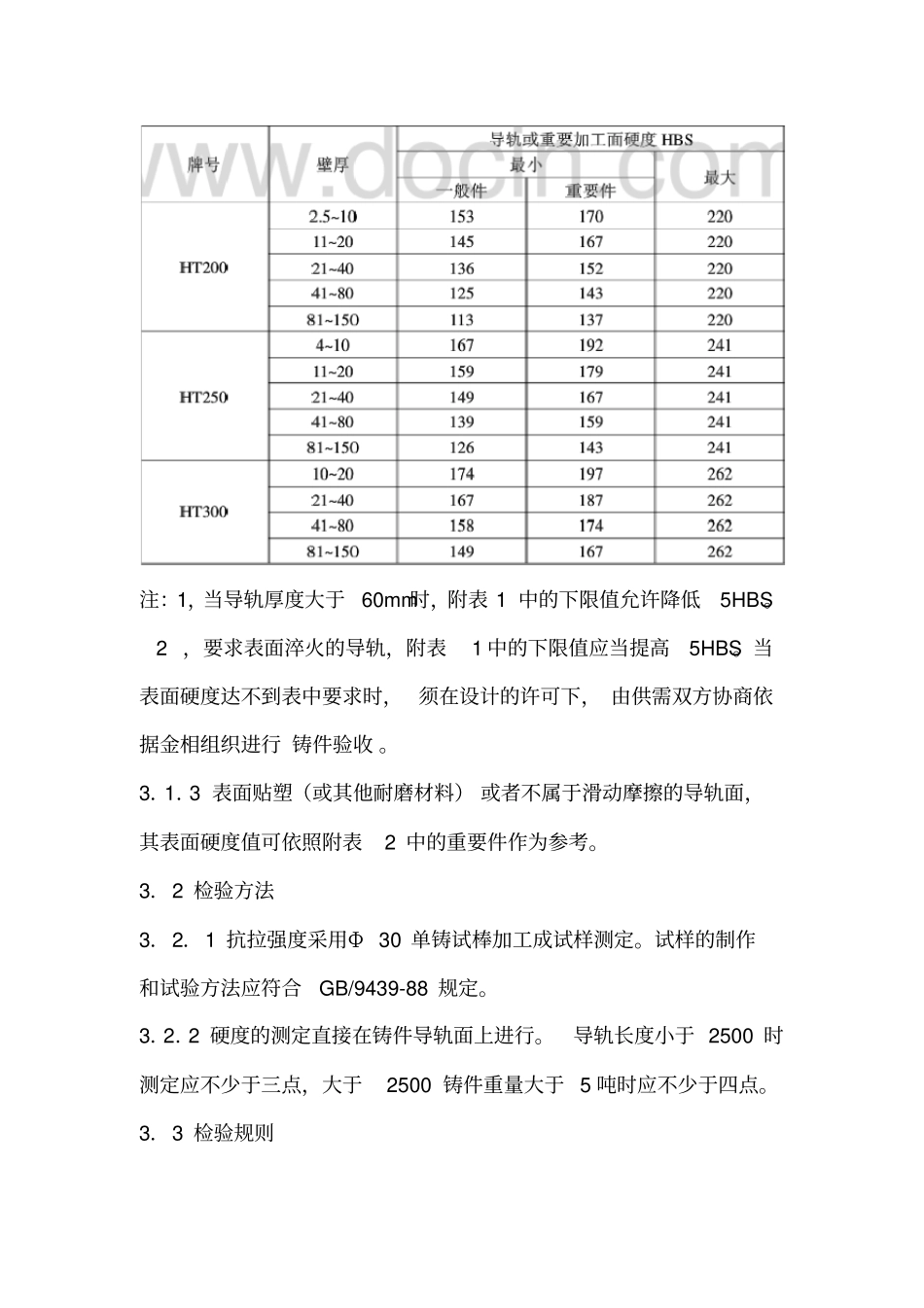
参考标准及文献:机械工程学会铸造分会《铸造手册》机械工业出版社 2002 GB/T9439-1988 灰铸铁牌号和力学性能GB/T6414-1999 铸件尺寸公差等级及加工余量GB/ 铸造表面粗糙度JB/T3997-94 金属切削机床灰铸铁件技术条件JB/ 金属切削机床灰铸铁件疏松级别评定 JB/ 金属切削机床灰铸铁件疏松级别比较样块 JB/GQ1082-86 机床灰铸铁件缺陷修补技术条件机械性能3.1 要求3.1.2 铸件的抗拉度强应合国符家标准 GB/9439-8 规定3.1.2 机床铸件 须检验导轨面硬度 JB/T3997-1994 对机床灰铸铁件滑动导轨的工作面的硬度做了规定,可作为 机床铸件 导轨面硬度验收依据,如附表 1 附表 1 机床导轨硬度的规定附表 2 铸件本体的硬度(参照日本标准)注:1,当导轨厚度大于60mm时,附表 1 中的下限值允许降低5HBS
2 ,要求表面淬火的导轨,附表1 中的下限值应当提高5HBS
当表面硬度达不到表中要求时, 须在设计的许可下, 由供需双方协商依据金相组织进行 铸件验收
3.1.3 表面贴塑(或其他耐磨材料) 或者不属于滑动摩擦的导轨面,其表面硬度值可依照附表2 中的重要件作为参考
3.2 检验方法3.2.1 抗拉强度采用Φ 30 单铸试棒加工成试样测定
试样的制作和试验方法应符合GB/9439-88 规定
3.2.2 硬度的测定直接在铸件导轨面上进行
导轨长度小于 2500 时测定应不少于三点,大于2500 铸件重量大于 5 吨时应不少于四点
3.3 检验规则3.3.1 批量划分:根据JB/T3997-94 规定,每包铁水浇注的铸件为一个批量,每批量铸件须提供一