1 / 9 运用线性规划对注塑模浇口位置优化的研究张明,谢英摘要浇口位置是在注塑模设计中关于其质量的最重要的影响因素之一,在本文中,对注塑模注塑过程的数字优化和设计优化方法一起去寻找最佳的浇口位置以获得平衡浇注
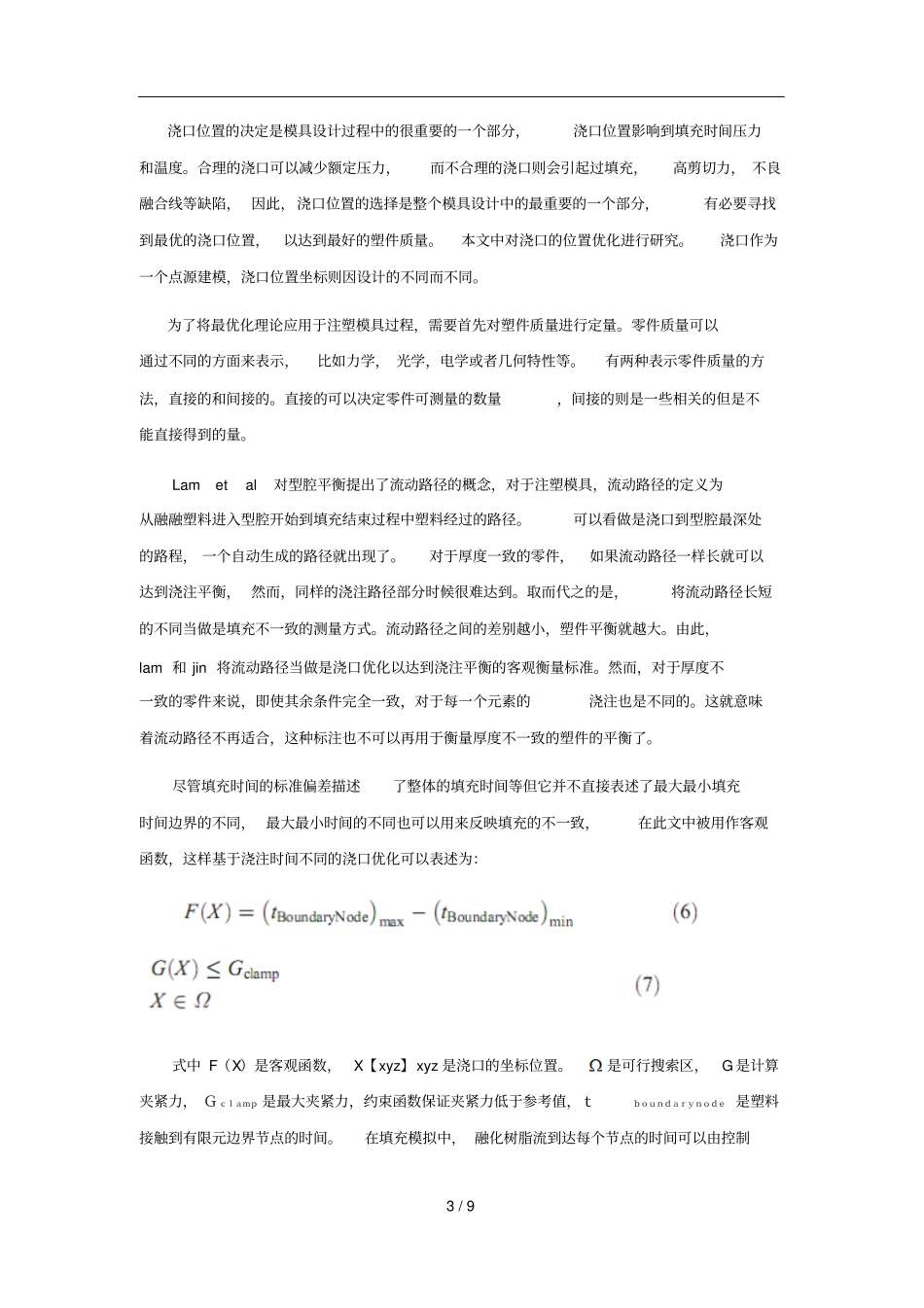
其客观效果通过最大和最小边际填充时间来表示
浇口道形式根据设计的不同而不同,同时对其加以约束,使其浇口道压力小于参照值
浇口优化问题通过线性规划来解决,并最终用几个例子来说明使用方法的优劣
关键词:注塑模,浇口位置,优化设计,浇注平衡1 简介注塑模具是目前为止最流行的塑料零件的生产方式,由于在注塑中复杂的加工动力学因素影响很大, 完全了解和预测塑件最终的质量是很困难的
在过去的三十年里,因清楚地了解注塑过程特性和塑料融化过程中的热传递注塑模具的数字仿真得到了很大的发展,因此可以预测塑件的质量特性而不需要实际制作出零件来
然而电脑辅助设计要求设计者进行数字仿真,执行模具评估, 根据经验进行设计直到得到一个满意的模具
这种手工的设计过程不能保证设计模具的最好的结果,因此引起人们使用优化方式进行模具优化的兴趣
已经有几个案例对注塑模过程优化进行了研究,pandelidis 和周运用数字仿真和上升技术结合对浇口位置进行了优化,浇口位置影响可以用温度的积分函数来表示
Young 使用最小化模具注射压力、 不同注射方法和注射过程中的不同温度研究出一中浇口优化的方法
Ye et al 设计出一种组合去最优化塑件质量
他对零件外形做了数字化定义,并仿真最优的注塑过程
2 填充模拟由于在注塑过程种融化塑料的雷诺数一般较小,同时塑件的厚度也比较小,所以 hele shaw 近似用来为注塑过程建模
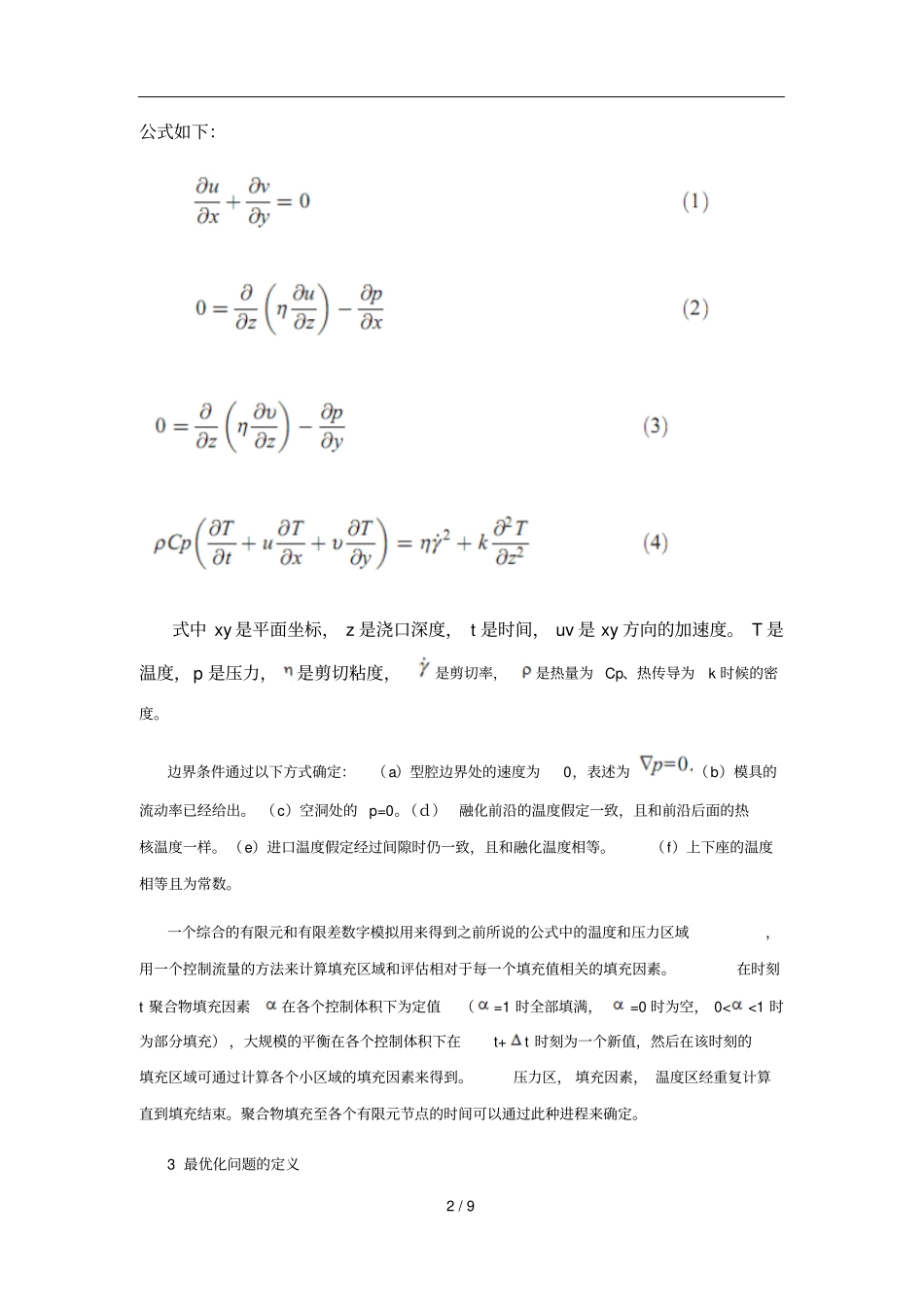
经过近似简化后,注塑过程中遵循的2 / 9 公式如下:式中 xy 是平面坐标, z 是浇口深度, t 是时间, uv 是 xy 方向的加速度
T 是温度,p 是压力,是剪切粘度,是剪切率,