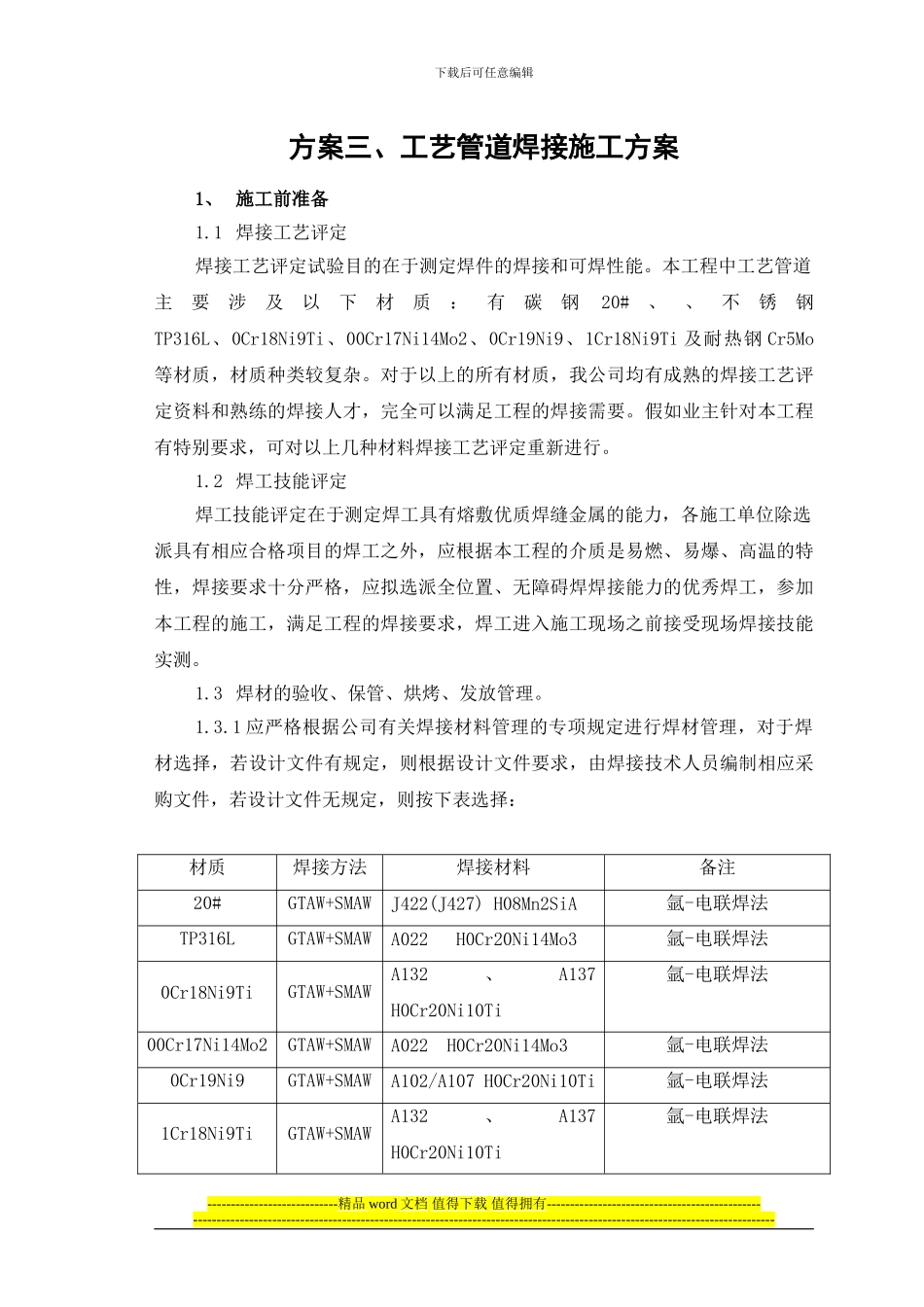
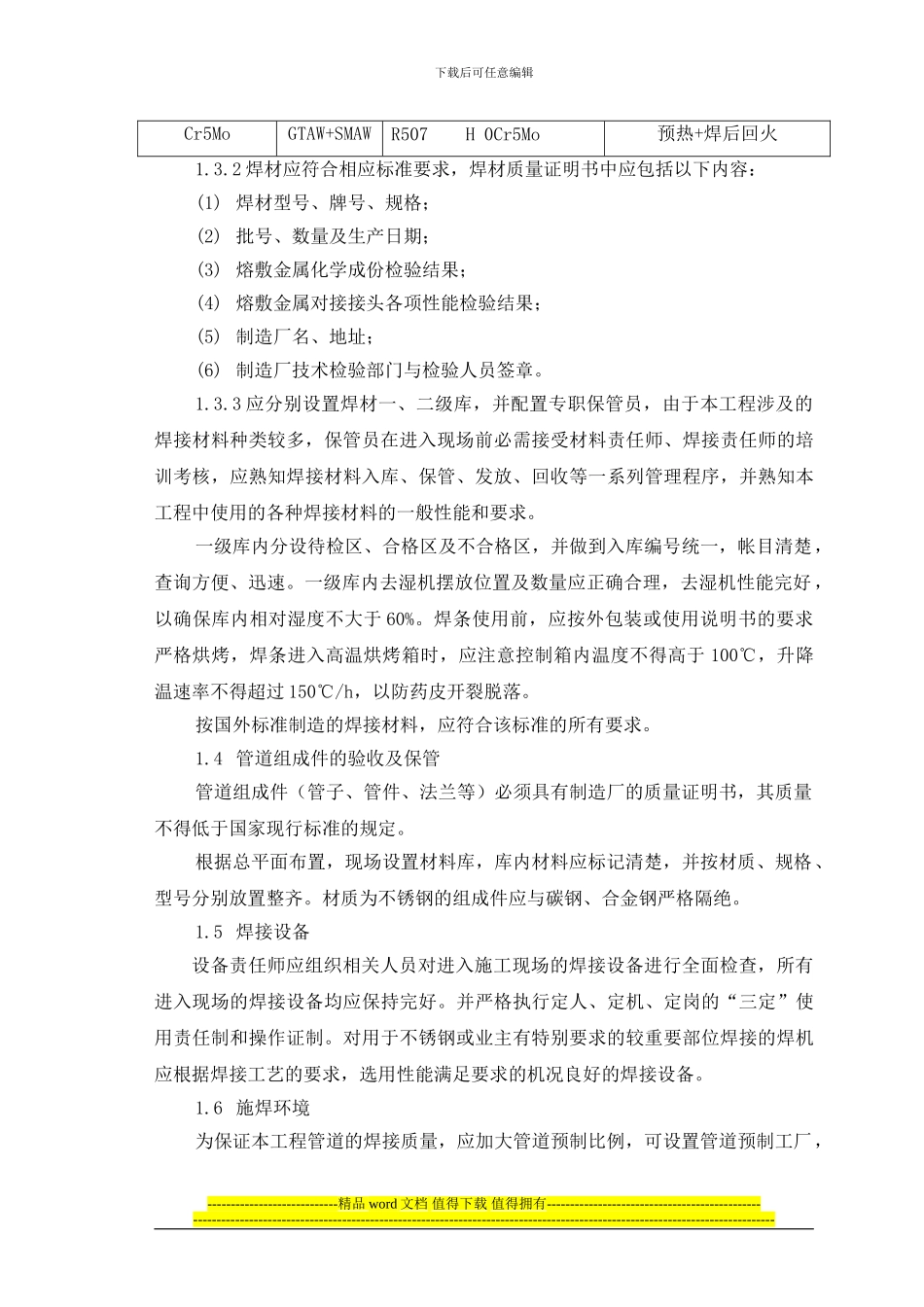
下载后可任意编辑方案三、工艺管道焊接施工方案1、 施工前准备1.1 焊接工艺评定焊接工艺评定试验目的在于测定焊件的焊接和可焊性能。本工程中工艺管道主要涉及以下材质:有碳钢20#、、不锈钢TP316L、0Cr18Ni9Ti、00Cr17Ni14Mo2、0Cr19Ni9、1Cr18Ni9Ti 及耐热钢 Cr5Mo等材质,材质种类较复杂。对于以上的所有材质,我公司均有成熟的焊接工艺评定资料和熟练的焊接人才,完全可以满足工程的焊接需要。假如业主针对本工程有特别要求,可对以上几种材料焊接工艺评定重新进行。1.2 焊工技能评定焊工技能评定在于测定焊工具有熔敷优质焊缝金属的能力,各施工单位除选派具有相应合格项目的焊工之外,应根据本工程的介质是易燃、易爆、高温的特性,焊接要求十分严格,应拟选派全位置、无障碍焊焊接能力的优秀焊工,参加本工程的施工,满足工程的焊接要求,焊工进入施工现场之前接受现场焊接技能实测。1.3 焊材的验收、保管、烘烤、发放管理。1.3.1 应严格根据公司有关焊接材料管理的专项规定进行焊材管理,对于焊材选择,若设计文件有规定,则根据设计文件要求,由焊接技术人员编制相应采购文件,若设计文件无规定,则按下表选择:材质焊接方法焊接材料备注20#GTAW+SMAWJ422(J427) H08Mn2SiA氩-电联焊法TP316LGTAW+SMAWA022 H0Cr20Ni14Mo3氩-电联焊法0Cr18Ni9TiGTAW+SMAWA132、A137 H0Cr20Ni10Ti氩-电联焊法00Cr17Ni14Mo2GTAW+SMAWA022 H0Cr20Ni14Mo3氩-电联焊法0Cr19Ni9GTAW+SMAWA102/A107 H0Cr20Ni10Ti氩-电联焊法1Cr18Ni9TiGTAW+SMAWA132、A137 H0Cr20Ni10Ti氩-电联焊法----------------------------精品 word 文档 值得下载 值得拥有---------------------------------------------------------------------------------------------------------------------------------------------------------------------------下载后可任意编辑Cr5MoGTAW+SMAWR507 H 0Cr5Mo预热+焊后回火1.3.2 焊材应符合相应标准要求,焊材质量证明书中应包括以下内容:(1) 焊材型号、牌号、规格;(2) 批号、数量及生产日期;(3) 熔敷金属化学成份检验结果;(4) 熔敷金属对接接头各项性能检验结果;(5) 制造厂名、地址; (6) 制造厂技术检验部门与检验人员签章。1.3.3 应分别设置焊材一、二级库,并配置专职保管员,由于本工程涉及的焊接材料种类较多,保管员在进入现场前必需接受材料责任师、焊接责任师的培训考核,应熟知焊接材料入库、保管、发放...