№ :JZDQ03
0 2 -2 0 1 6 机械加工 工 时 定 额 计 算 标 准 № :JZDQ03
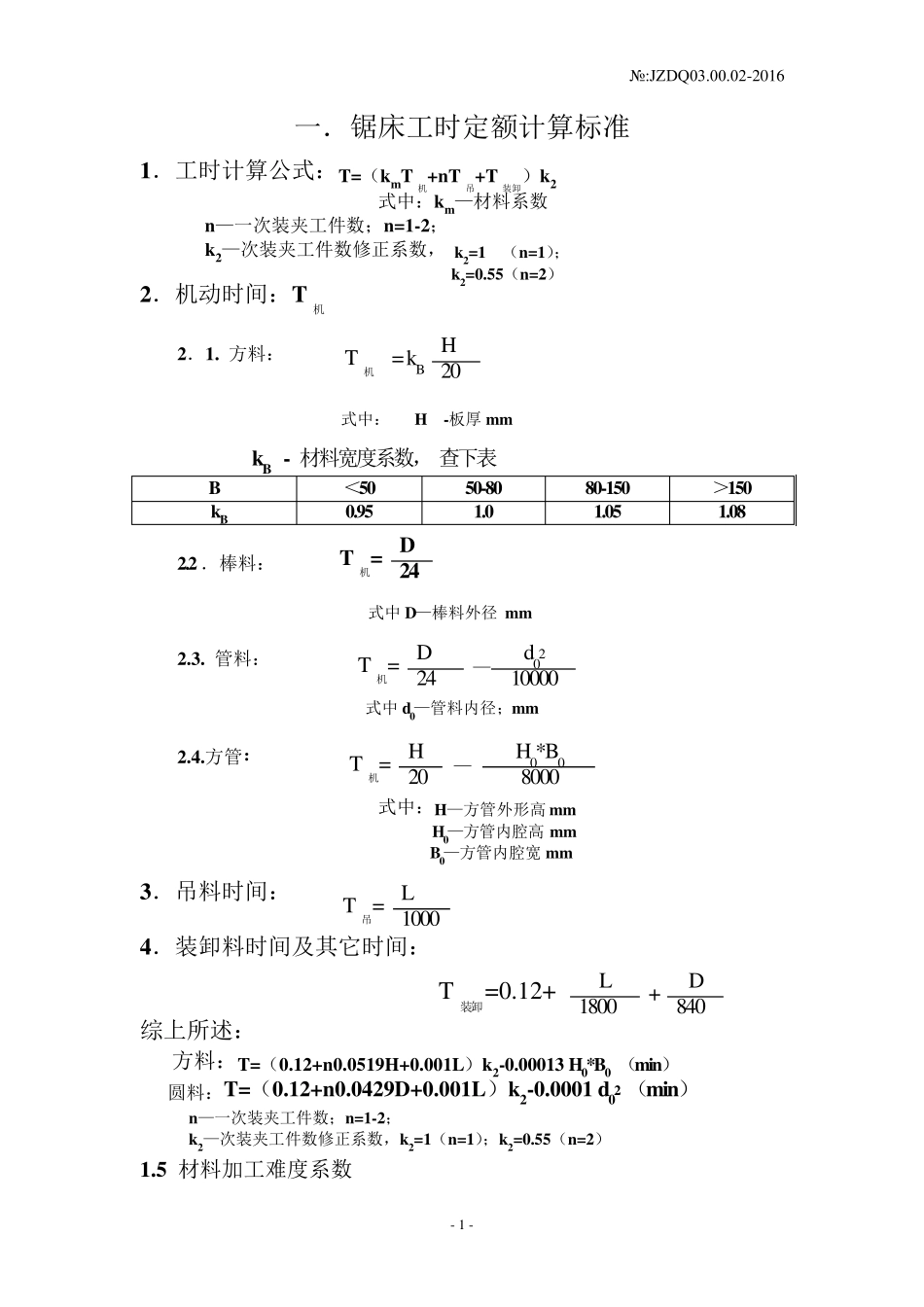
02-2016 - 1 - 一.锯床工时定额计算标准 1.工时计算公式:T=(kmT机+nT吊+T装卸)k2 式中:km—材料系数 n—一次装夹工件数;n=1-2; k2—次装夹工件数修正系数, k2=1 (n=1); k2=0
55(n=2) 2.机动时间:T机 2.1
方料: 式中: H -板厚 mm kB - 材料宽度系数, 查下表 B <50 50-80 80-150 >150 kB 0
2 .棒料: 式中D—棒料外径 mm 2
管料: 式中d0—管料内径;mm 2
方管: 式中:H—方管外形高 mm H0—方管内腔高 mm B0—方管内腔宽 mm 3.吊料时间: 4.装卸料时间及其它时间: 综上所述: 方料:T=(0
0519H+0
001L)k2-0
00013 H0*B0 (min) 圆料:T=(0
0429D+0
001L)k2-0
0001 d02 (min) n—一次装夹工件数;n=1-2; k2—次装夹工件数修正系数,k2=1(n=1);k2=0
55(n=2) 1
5 材料加工难度系数 T机 = kB H 20 T机= D 24 T机= D — d02 24 10000 T机= H — H0*B0 20 8000 T吊= L 1000 T装卸=0
12+ L + D 1800 840 № :JZDQ03
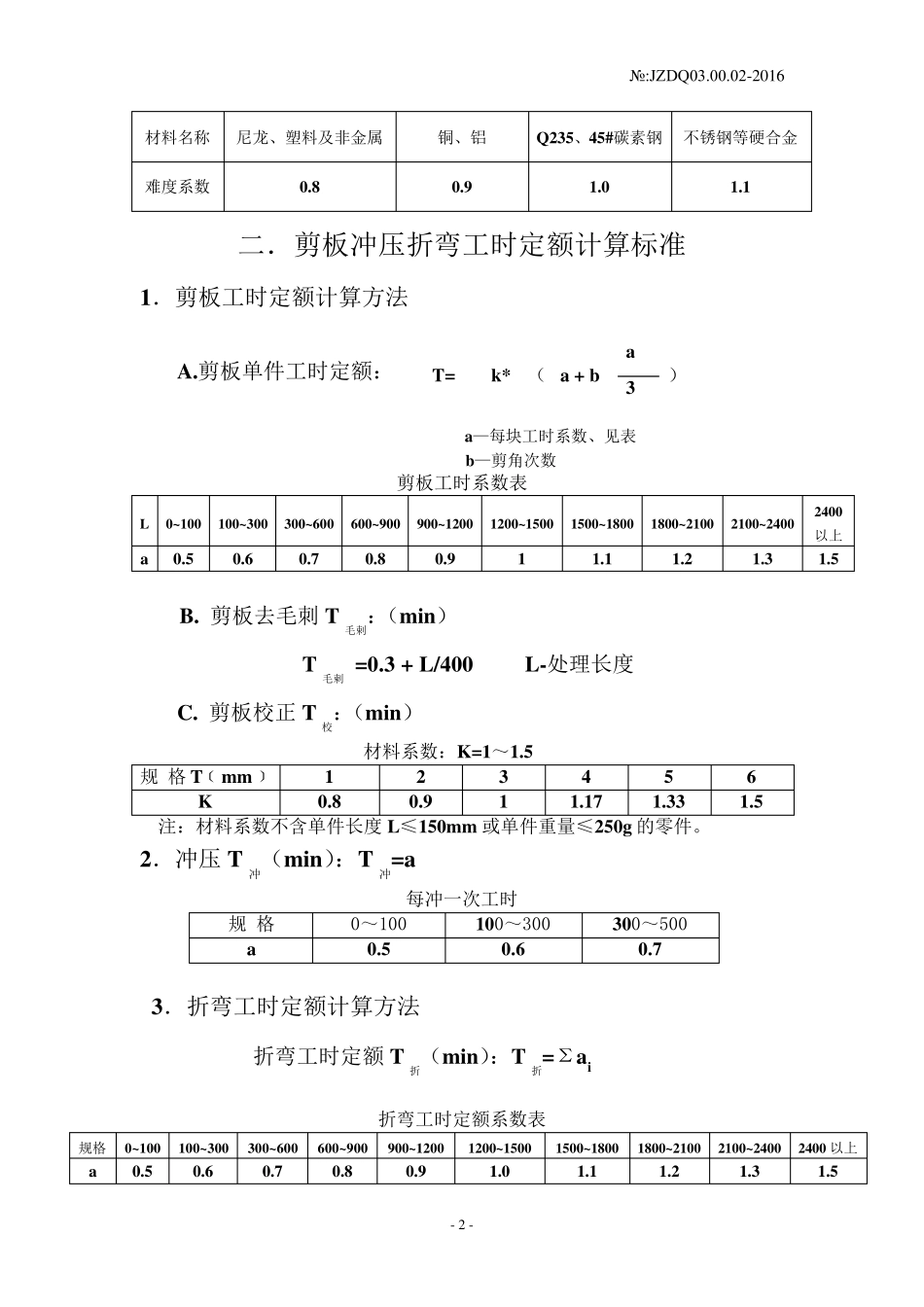
02-2 0 1 6 - 2 - 材料名称 尼龙、塑料及非金属 铜、铝 Q235、45#碳素钢 不锈钢等硬合金 难度系数 0
1 二.剪板冲压折弯工时定额计算标准 1.剪板工时定额计算方法 A
剪板单件工时定额: a—每块工时系数