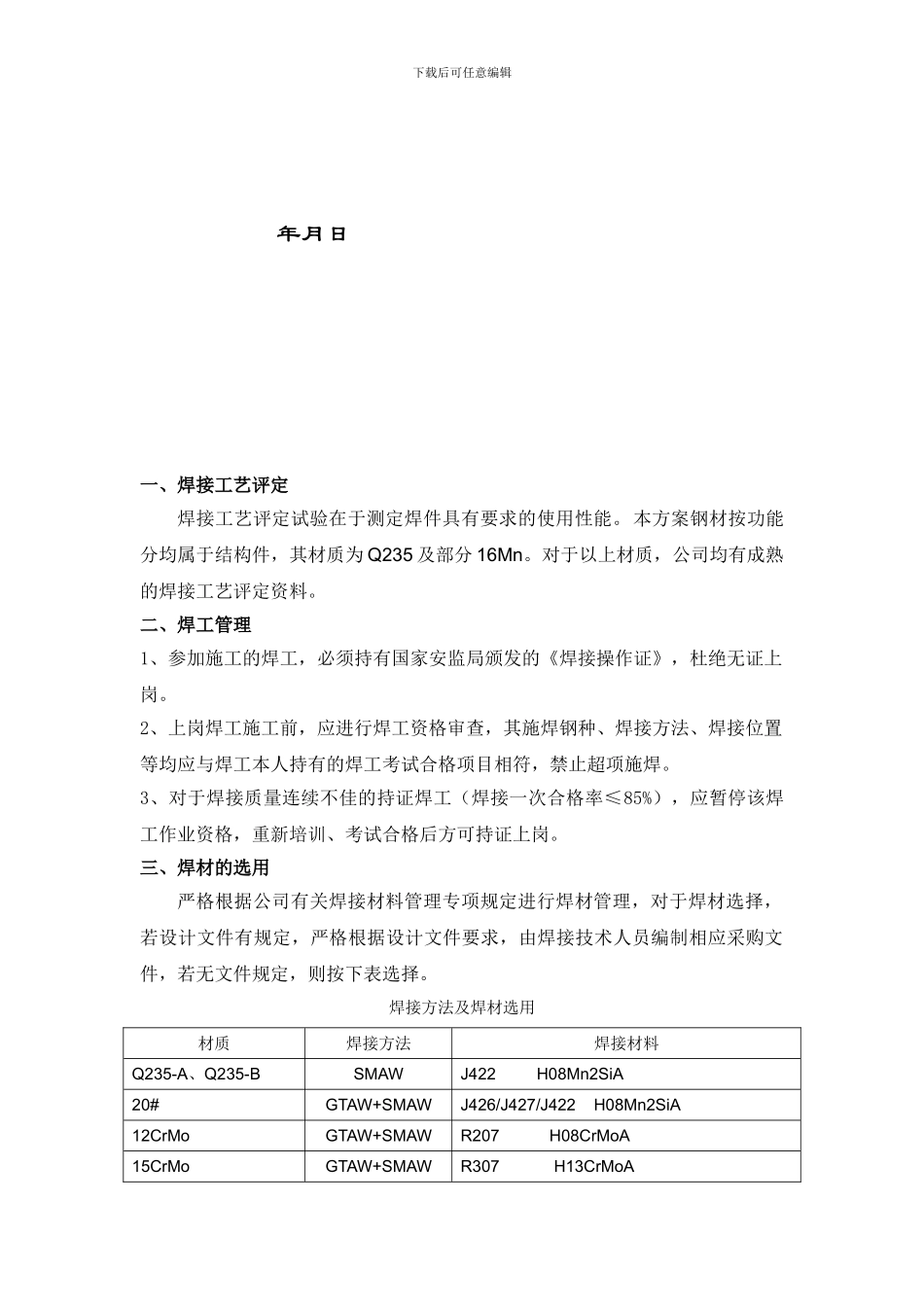
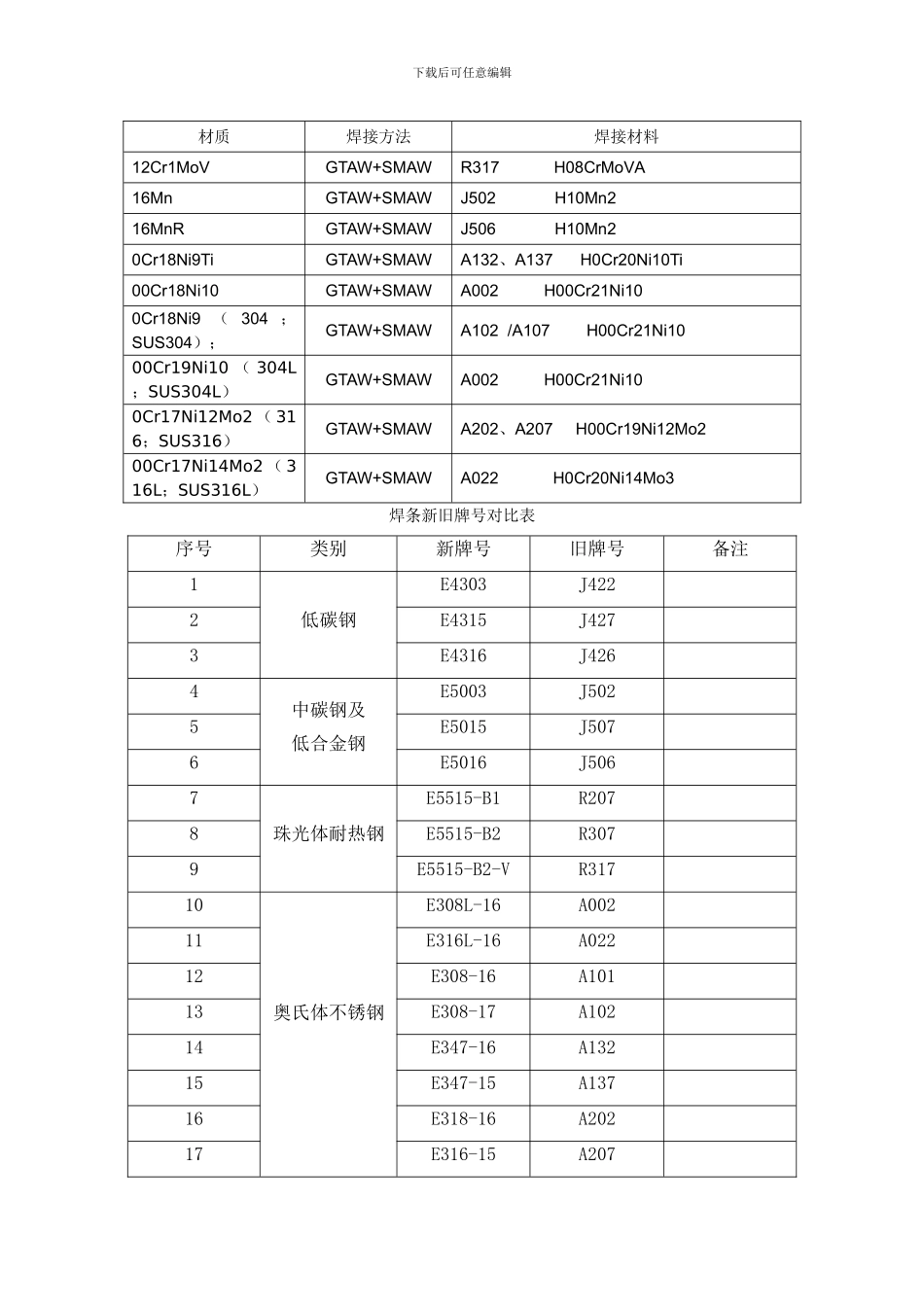
下载后可任意编辑焊 接 施 工 管 理 制 度编制:审核:批准:下载后可任意编辑 年月日一、焊接工艺评定焊接工艺评定试验在于测定焊件具有要求的使用性能。本方案钢材按功能分均属于结构件,其材质为 Q235 及部分 16Mn。对于以上材质,公司均有成熟的焊接工艺评定资料。二、焊工管理1、参加施工的焊工,必须持有国家安监局颁发的《焊接操作证》,杜绝无证上岗。2、上岗焊工施工前,应进行焊工资格审查,其施焊钢种、焊接方法、焊接位置等均应与焊工本人持有的焊工考试合格项目相符,禁止超项施焊。3、对于焊接质量连续不佳的持证焊工(焊接一次合格率≤85%),应暂停该焊工作业资格,重新培训、考试合格后方可持证上岗。三、焊材的选用严格根据公司有关焊接材料管理专项规定进行焊材管理,对于焊材选择,若设计文件有规定,严格根据设计文件要求,由焊接技术人员编制相应采购文件,若无文件规定,则按下表选择。焊接方法及焊材选用材质焊接方法焊接材料Q235-A、Q235-BSMAWJ422 H08Mn2SiA20#GTAW+SMAWJ426/J427/J422 H08Mn2SiA12CrMoGTAW+SMAWR207 H08CrMoA15CrMoGTAW+SMAWR307 H13CrMoA下载后可任意编辑材质焊接方法焊接材料12Cr1MoVGTAW+SMAWR317 H08CrMoVA16MnGTAW+SMAWJ502 H10Mn216MnR GTAW+SMAWJ506 H10Mn20Cr18Ni9TiGTAW+SMAWA132、A137 H0Cr20Ni10Ti00Cr18Ni10GTAW+SMAWA002 H00Cr21Ni100Cr18Ni9 ( 304 ;SUS304);GTAW+SMAWA102 /A107 H00Cr21Ni1000Cr19Ni10 ( 304L;SUS304L)GTAW+SMAWA002 H00Cr21Ni100Cr17Ni12Mo2 ( 316;SUS316)GTAW+SMAWA202、A207 H00Cr19Ni12Mo200Cr17Ni14Mo2 ( 316L;SUS316L)GTAW+SMAWA022 H0Cr20Ni14Mo3焊条新旧牌号对比表序号类别新牌号旧牌号备注1低碳钢E4303J4222E4315J4273E4316J4264中碳钢及低合金钢E5003J5025E5015J5076E5016J5067珠光体耐热钢E5515-B1R2078E5515-B2R3079E5515-B2-VR31710奥氏体不锈钢E308L-16A00211E316L-16A02212E308-16A10113E308-17A10214E347-16A13215E347-15A13716E318-16A20217E316-15A207下载后可任意编辑四、 焊材验收焊材应符合相应标准要求,焊材质量证明书中应包括以下内容a)焊材型号、牌号、规格;b)批号、数量及生产日期;c)熔敷金属化学成份检验结果;d)熔敷金属对接接头各项性能检验结果;e)制造厂名、地址; f)制造厂技术检验部门与检验人员签章。五、焊材存放本工程施工用焊接材料,必须采购正规生产厂家生产的焊接材料。...