检具设计要点0 概述 :本文对简易检具的设计要点予以详细说明
冲压件检具按结构形式可分为以下五类:单件主模型式检具、三坐标托架式检具、可拆卸式检具、多品种组合式检具、单件与总成组合式检具
本标准仅适用于单件主模型式检具的设计检测
检具设计 前提条件 :1、品质构建指示书(QUALITY CONSTRUCTION SPECIFICATION)2、冲压品质标准(STAMPING INSPECTION SPECIFICATION)3、C/F 构造式样书 (C/F STRUCTURE SPECIFICATION) 4、检验方法与手段其中 1、2 项应由用户提供或协助用户完成,3、4 项应自行设计并经用户确认
检具设计要点1 一、 定位销的选择原则定位销分为锥销定位和直销定位两类
依用户不同要求选择使用,一般原则为薄板件选择锥销,厚板件选择直销定位
直销定位相对锥销更能反映制件的搭界真实状态
1 锥销定位
( AC3-224-01(圆);AC3-225-01(菱))选择事例:制件孔 φ 1002
0 (DL 图φ 10
0) d10 AC3-224-011
2 直销定位
( AC3-220-01(圆);AC3-221-01(菱))选择事例:制件孔 φ 1002
0 (DL 图φ 10
0) d10 AC3-220-01 对于反定位( AC3-222-01(圆);AC3-222-01(菱))1
3 带压紧的定位销
( AC3-226-01)二、 件上孔的处理原则** 若无特殊说明所有画线、划线孔均在3 或 5 位面上
** 除定位孔外,按精度由低到高选择:画线孔、等径沉孔、划线孔
测销多用于对孔位测量较为频繁的制件
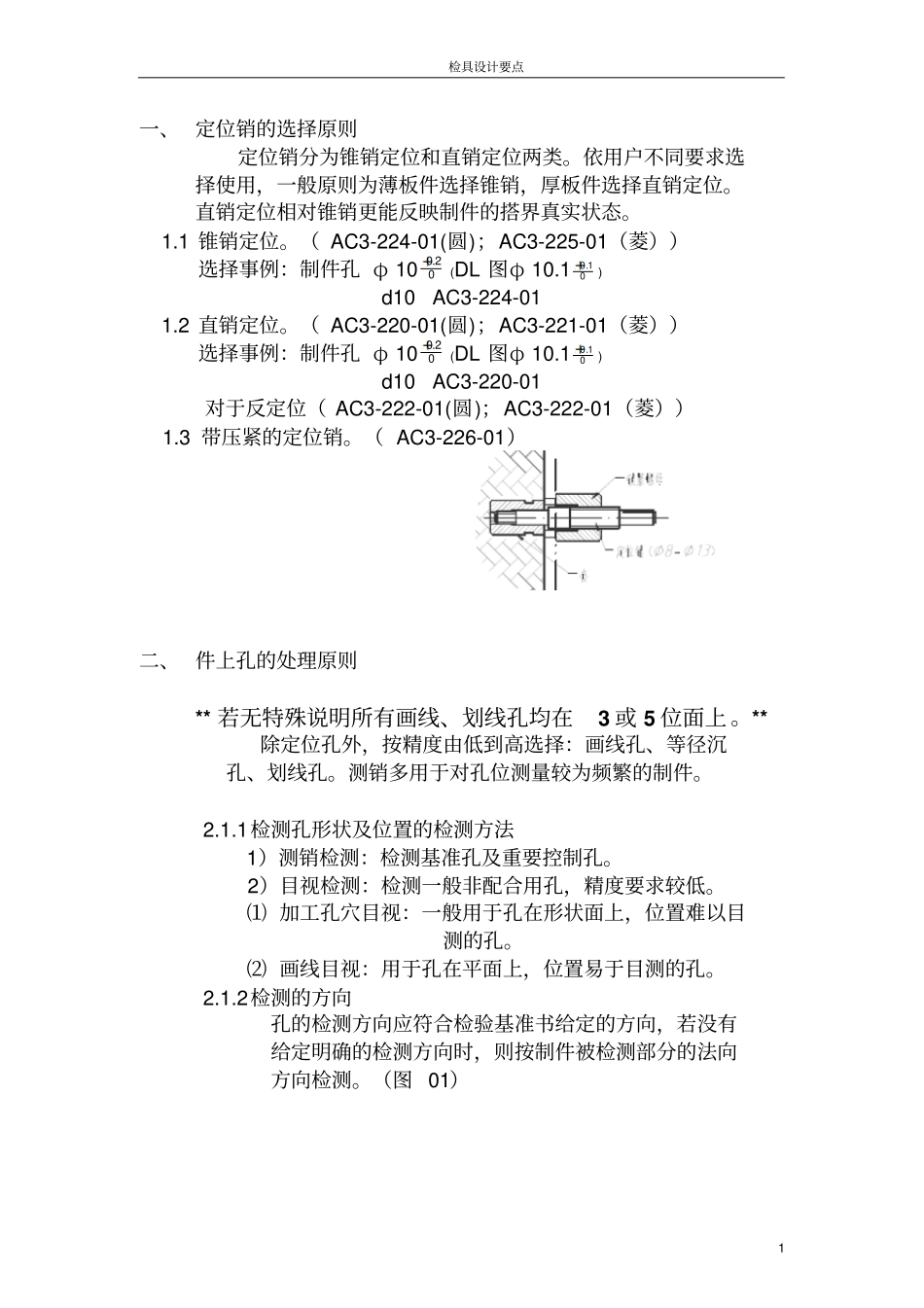
1检测孔形状及位置的检测方法1)测销检测:检测基准孔及重要控制孔
2)目视检测:检测一般非配合用孔,精度要求较低
⑴ 加工孔穴目视:一般用于孔