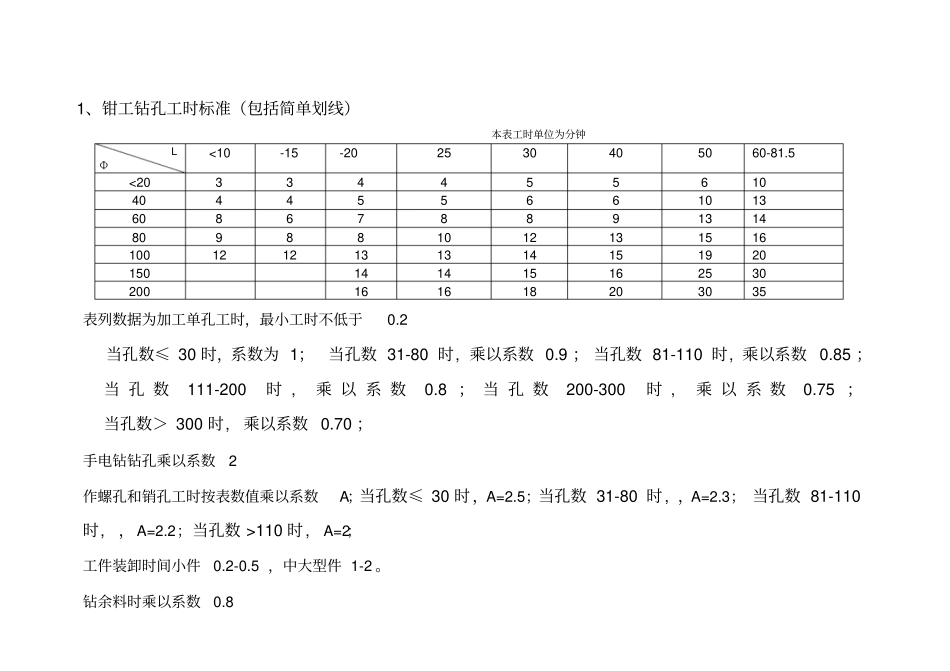
威仕达模具钳工工时定额(试行)批准:起草:技术质量部2006-11-06 序号名称页次1 2 3 4 5 6 7 8 钻孔加工工时标准粗装工时标准钳工抛光工时标准钳工研配工时标准模具涂漆、打标牌工时标准模具调试工时定额模具整改工时、返修工时等增补工时定额总装工时标准注:所有未作特别说明的工时基本单位均为小时3 3 4 4 5 5 6 6 1、钳工钻孔工时标准(包括简单划线)本表工时单位为分钟L Ф100 时, A=0
拼 块 数 量 ≤ 10时 , B=0
25 ; 拼 块 数 量10-30时 , B=0
20 ; 拼 块 数 量30-60时 , B=0
18 ;拼块数量> 60 时, B=0
15;小型模具 C=1;中大型模具 C=2~2
辅助工时 D包括测量出尺寸,划线,领标准件等
小型模具 D=1;中大型侧修侧整模具D=2
5-3 ;其余中大型模具D=1
3.钳工打磨与抛光工时顶盖类大平面且曲面平缓与大平面压料面T=抛光面积( mm2)/80000 曲面平缓大平面 与压料面 T=抛光面积( mm2)/55000曲面面积较小 压料面 / 曲面变化较剧烈 T= 抛光面积( mm2)/35000其余较小曲面 / 面积小,需清角较多曲面 T=抛光面积( mm2)/30000其 余 较 小 曲 面 / 面 积 很 小 , 需 清 角 较 多