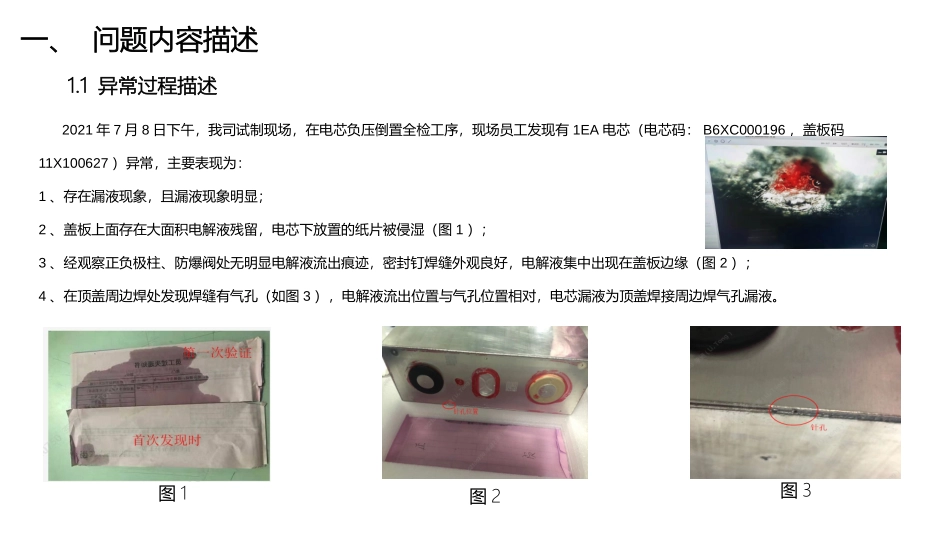
汇报人Oct21,2024电池顶盖焊接问题改善报告CONTENTS0103问题排查总结目录问题内容描述02问题过程处理一、问题内容描述2021年7月8日下午,我司试制现场,在电芯负压倒置全检工序,现场员工发现有1EA电芯(电芯码:B6XC000196,盖板码11X100627)异常,主要表现为:1、存在漏液现象,且漏液现象明显;2、盖板上面存在大面积电解液残留,电芯下放置的纸片被侵湿(图1);3、经观察正负极柱、防爆阀处无明显电解液流出痕迹,密封钉焊缝外观良好,电解液集中出现在盖板边缘(图2);4、在顶盖周边焊处发现焊缝有气孔(如图3),电解液流出位置与气孔位置相对,电芯漏液为顶盖焊接周边焊气孔漏液
图3图1图21
1异常过程描述在接到该反馈后,项目组立即实施了围堵措施:二、问题处理过程2
1围堵措施处理方向职责责任部门生产环节密封钉焊接后所有电芯进行倒置抽真空,并人工检查漏液情况
生产现场制造环节风险成品电芯的范围锁定,风险批出货前需要倒立静置24小时后全检出货工艺、品质来料缓解供应商参与不良品的分析(先用不良品确认设备有效性、放电寄给供应商)、供应商处盖板高温烘烤后二次氦检不良验证(105°24H)SQE、技术工艺技术190盖板极柱结构与主流盖板商盖板结构的对比技术设备性能负压检测设备有效性验证工艺、品质二、问题处理过程2
2失效模式分析对失效电池进行外观检查,发现:焊接气孔位置区域有纸质胶带异物,有机异物导致焊接气孔的产生(如下图);焊接气孔纸质胶带二、问题处理过程2
2失效模式分析根据异常现象,利用5Why分析法进行失效模式分析提问问题可能原因对应措施Why1为什么在电芯负压倒置全检工序发现电池漏液焊缝上有斑点全检该批次及之前若干批次电池Why2为什么电池焊缝上有斑点1、焊缝夹胶带导致顶盖焊接产生气泡;2、顶盖焊接本身轨迹偏移导致漏焊;1、解剖该异常电芯,查找胶带原