(三)液压系统注塑机是机、电、液一体化、集成化和自动化程度都很高
无论是机械液压式还全液压式,液压部分都占有相当的比值,对注塑机的技术性能、节能、环保以及成本占有重要部分
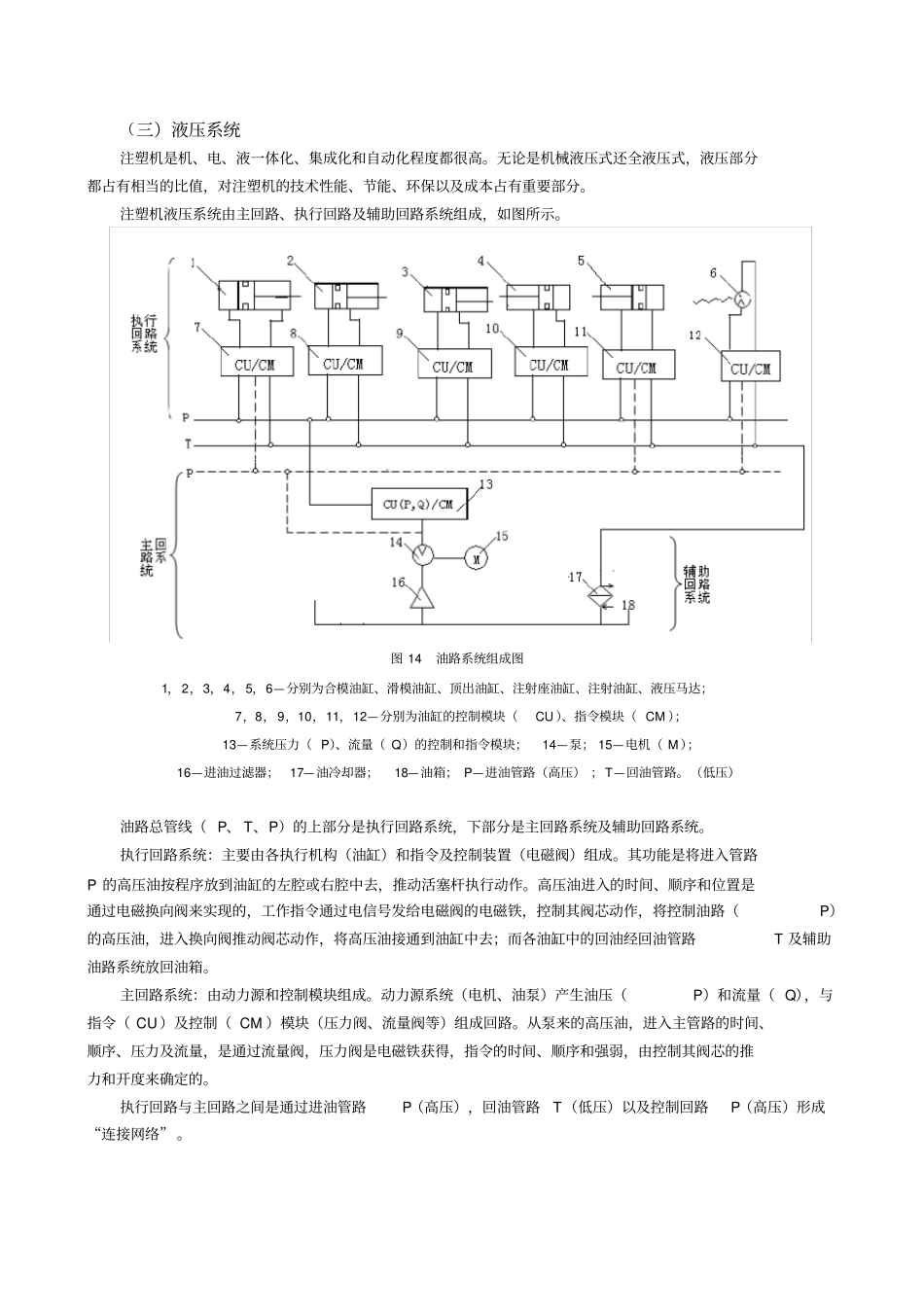
注塑机液压系统由主回路、执行回路及辅助回路系统组成,如图所示
图 14 油路系统组成图1, 2,3,4, 5,6—分别为合模油缸、滑模油缸、顶出油缸、注射座油缸、注射油缸、液压马达;7,8, 9,10,11,12—分别为油缸的控制模块(CU )、指令模块( CM );13—系统压力( P)、流量( Q)的控制和指令模块;14—泵; 15—电机( M );16—进油过滤器;17—油冷却器;18—油箱; P—进油管路(高压) ; T—回油管路
(低压)油路总管线( P、 T、P)的上部分是执行回路系统,下部分是主回路系统及辅助回路系统
执行回路系统:主要由各执行机构(油缸)和指令及控制装置(电磁阀)组成
其功能是将进入管路P 的高压油按程序放到油缸的左腔或右腔中去,推动活塞杆执行动作
高压油进入的时间、顺序和位置是通过电磁换向阀来实现的,工作指令通过电信号发给电磁阀的电磁铁,控制其阀芯动作,将控制油路(P)的高压油,进入换向阀推动阀芯动作,将高压油接通到油缸中去;而各油缸中的回油经回油管路T 及辅助油路系统放回油箱
主回路系统:由动力源和控制模块组成
动力源系统(电机、油泵)产生油压(P)和流量( Q),与指令( CU )及控制( CM )模块(压力阀、流量阀等)组成回路
从泵来的高压油,进入主管路的时间、顺序、压力及流量,是通过流量阀,压力阀是电磁铁获得,指令的时间、顺序和强弱,由控制其阀芯的推力和开度来确定的
执行回路与主回路之间是通过进油管路P(高压),回油管路T(低压)以及控制回路P(高压)形成“连接网络”
1.主要液压组件注塑机应用液压组件非常广泛
⑴. 动力组件由电机带动泵实现电能—机械能—液压