下载后可任意编辑FANUC 系统操作编程说明书12024 年 5 月 29 日下载后可任意编辑FANUC-- 0 系统操作编程说明书錯誤
找不到目錄項目
第一篇:编程1
1 可编程功能经过编程并运行这些程序而使数控机床能够实现的功能我们称之为可编程功能
一般可编程功能分为两类:一类用来实现刀具轨迹控制即各进给轴的运动,如直线/圆弧插补、进给控制、坐标系原点偏置及变换、尺寸单位设定、刀具偏置及补偿等,这一类功能被称为准备功能,以字母 G 以及两位数字 组成,也被称为 G 代码
另一类功能被称为辅助功能,用来完成程序的执行控制、主轴控制、刀具控制、辅助设备控制等功能
在这些辅助功能中,Tx x 用于选刀,Sx x x x 用于控制主轴转速
其它功能由以字母 M 与两位数字组成的 M 代码来实现
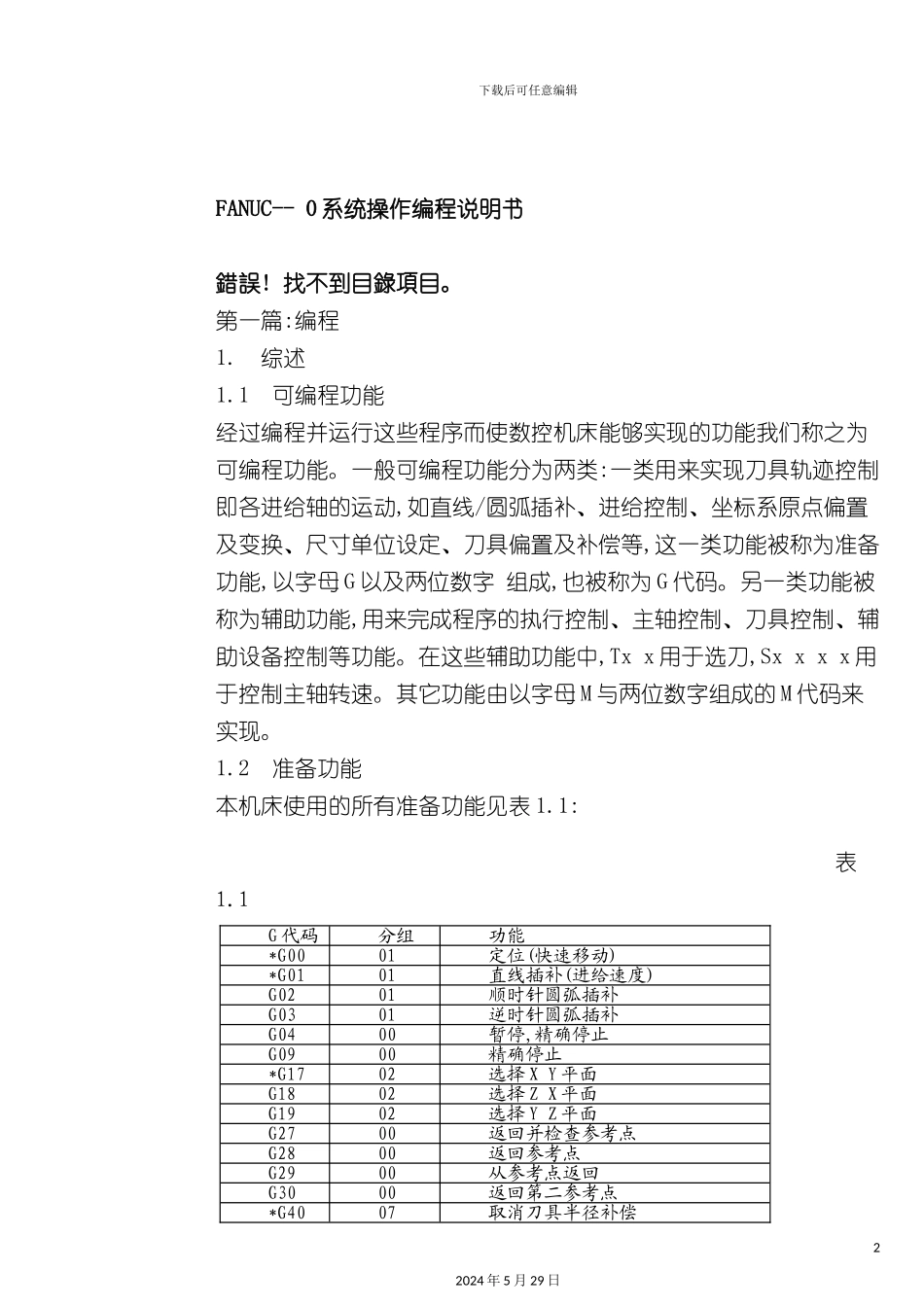
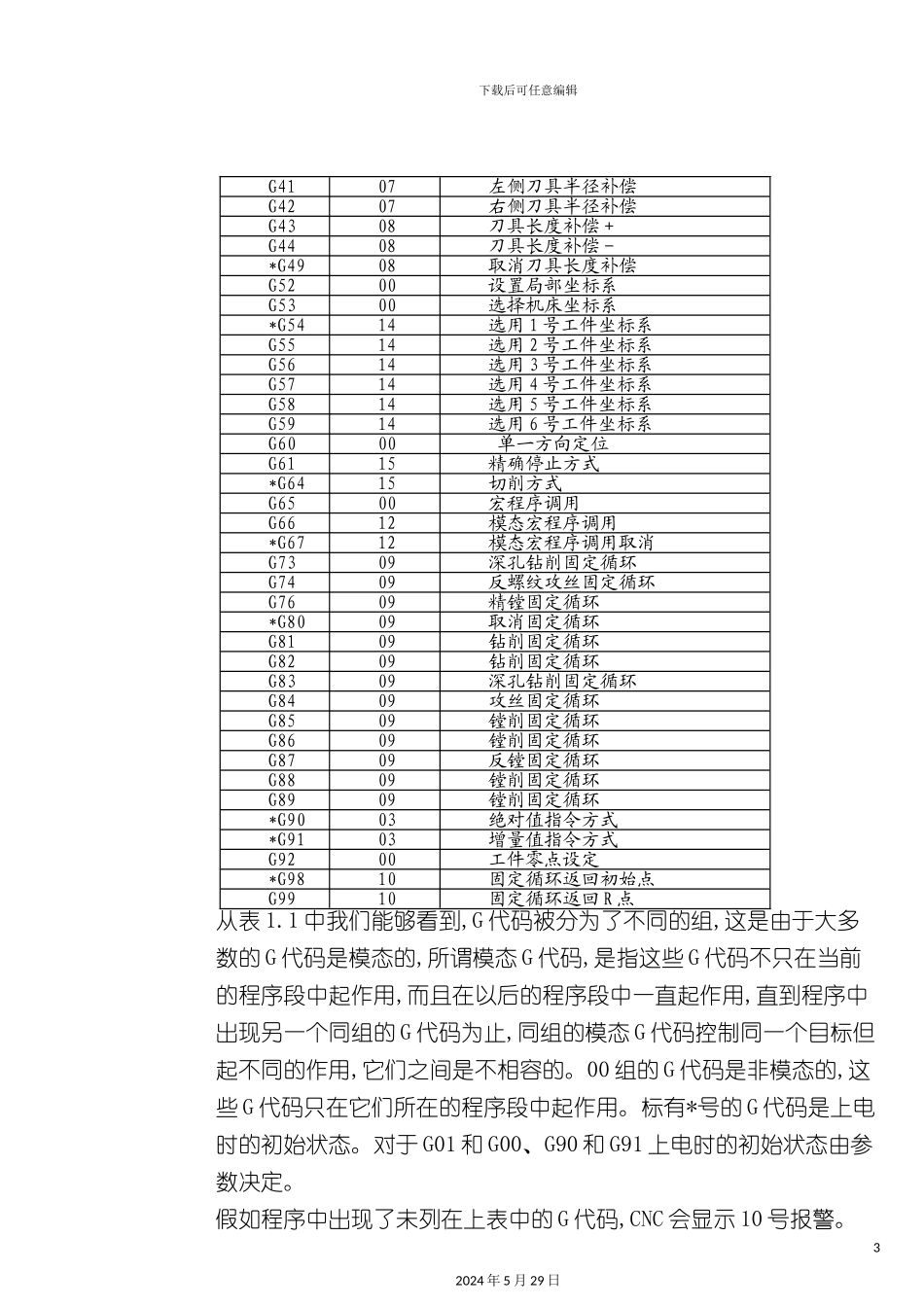
2 准备功能本机床使用的所有准备功能见表 1
1G 代码分组功能*G0001定位(快速移动)*G0101直线插补(进给速度)G0201顺时针圆弧插补G0301逆时针圆弧插补G0400暂停,精确停止G0900精确停止*G1702选择 X Y 平面G1802选择 Z X 平面G1902选择 Y Z 平面G2700返回并检查参考点G2800返回参考点G2900从参考点返回G3000返回第二参考点*G4007取消刀具半径补偿22024 年 5 月 29 日下载后可任意编辑G4107左侧刀具半径补偿G4207右侧刀具半径补偿G4308刀具长度补偿+G4408刀具长度补偿-*G4908取消刀具长度补偿G5200设置局部坐标系G5300选择机床坐标系*G5414选用 1 号工件坐标系G5514选用 2 号工件坐标系G5614选用 3 号工件坐标系G5714选用 4 号工件坐标系G5814选用 5 号工件坐标系G5914选用 6 号工件坐标系G6000 单一方向定位G6115