《通用检验规程》 共35页 第1页 文件号:FQ/PV11T1 力学性能检验通用规程 版本:1 修订:0 江苏省范群化工机械有限公司 力学性能检验通用规程 1
总则: 本规程规定了压力容器所用钢材复检、焊接、试板力学性能检验和式样制备的要求,适用于钢材复验试样、产品焊接试板、焊接工艺评定、试板的制作和试样的制取及检 2
引用标准: 本规程遵循下列标准,新标准公布实施后即以新标准为准
GB/T228-2002 《金属材料 室温拉伸试验方法》 GB/T229 《金属夏比(V 型缺口)冲击试验方法》 GB232 《金属材料 弯曲试验方法》 GB/T2975 《钢及钢产品力学性能试验取样位置及试样制备》 JB4726~4728 《压力容器用钢锻件》 JB4744 《钢制压力容器产品焊接试板的力学性能检验》 JB4708 《钢制压力容器焊接工艺评定》 3
原材料试样: 3
1 板材试样: 3
1 样坯取样位置、方向及规格: 3
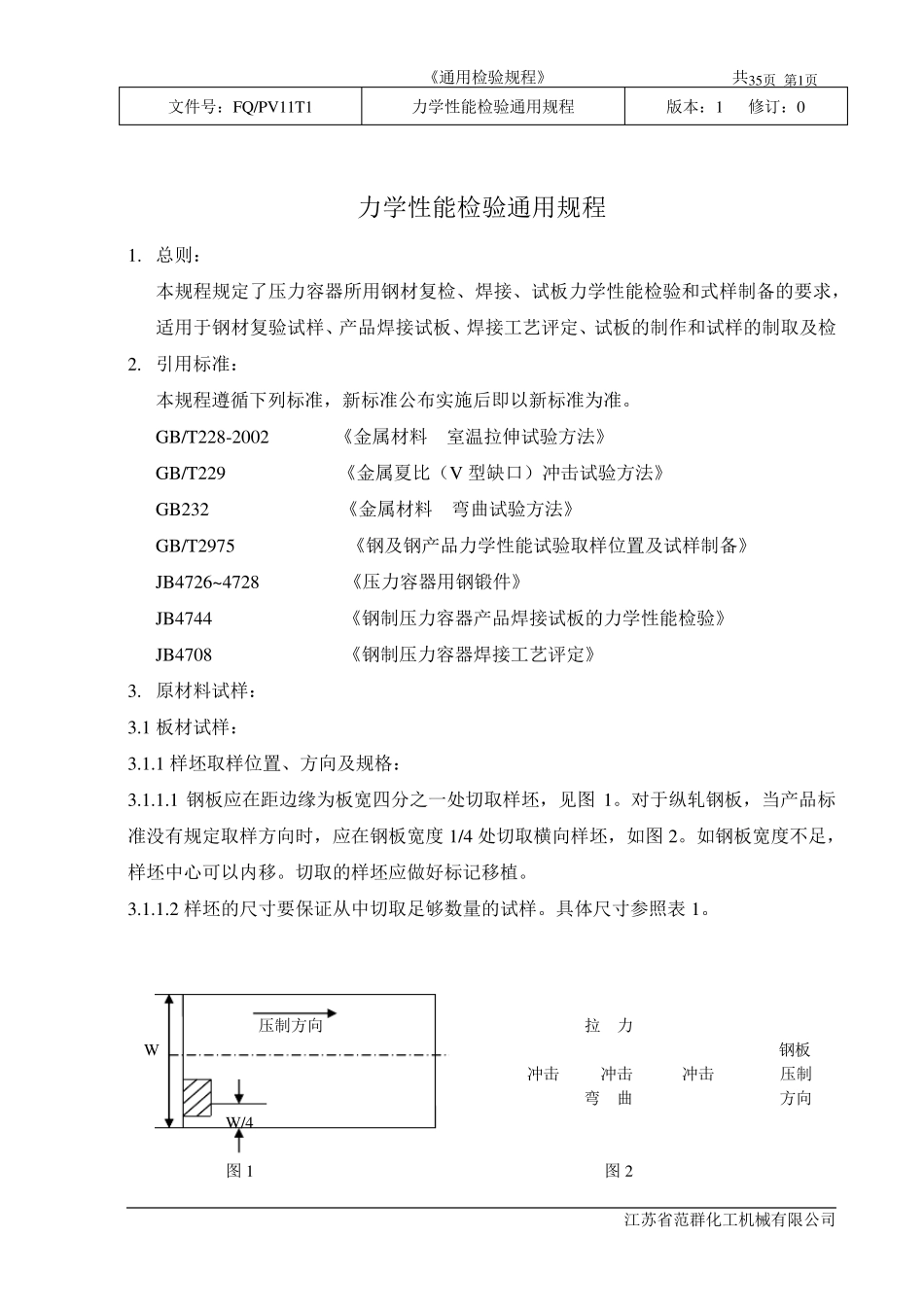
1 钢板应在距边缘为板宽四分之一处切取样坯,见图 1
对于纵轧钢板,当产品标准没有规定取样方向时,应在钢板宽度 1/4 处切取横向样坯,如图 2
如钢板宽度不足,样坯中心可以内移
切取的样坯应做好标记移植
2 样坯的尺寸要保证从中切取足够数量的试样
具体尺寸参照表 1
压制方向 拉 力 W 钢板 冲击 冲击 冲击 压制 弯 曲 方向 W/4 图 1 图 2 《通用检验规程》 共35页 第2页 文件号:FQ/PV11T1 力学性能检验通用规程 版本:1 修订:0 江苏省范群化工机械有限公司 表1 mm 板厚 整体样坯最小尺寸 长 宽 ≤10 270 150 12 285 150 14 310 150 16 320 200 18 335 200 20 355 200 22 355 200 24 355 200 ≥25 355 2