萍乡市三善机电有限公司文件标题激光焊接焊缝检测标准建立日期2015/10/10 版次A/1 文件编号PSS-S-JS-073 修订日期第 1 页 共 5 页1 目的确立本公司激光焊接焊缝控制的标准
2 范围本标准适用于本公司喷嘴环激光焊接及其他需要激光焊接件的所有图纸要求符合的焊缝,除在焊接图上有不同的焊接标准说明,其余(包括氩弧焊)均以本标准为依据执行
3 职责质保部负责对本标准的实施及控制
4标准内容4
1 焊缝焊接要求:检验项目要 求检验方法检验频次 (根据 实 际 情 况调整)其他焊缝长度除图纸明确要求外焊缝实际长度为有效长度增加起收弧1
5mm 游标卡尺首末件 , 过程1 次/2 小时焊缝宽度符合图纸要求,无要求时不小于板厚的 60﹪游标卡尺二次元工具显微镜1 次/ 月熔深除图纸明确要求外融透率应大于 30﹪(或 0
2mm)解剖后:游标卡尺二次元工具显微镜1 次/ 月设备维修后必查焊缝剥离试验将工件分中剖开固定在专用夹具中用老虎钳或榔头加载外力在母材上,直至焊缝断裂,并观察撕裂情况
目测母材撕裂为合格1 次/3 月设备维修后必查萍乡市三善机电有限公司文件标题激光焊接焊缝检测标准建立日期2015/10/10 版次A/1 文件编号PSS-S-JS-073 修订日期第 2 页 共 5 页焊缝抗拉抗扭试验1
焊缝拉断面要求母材拉裂,拉力值≥ 2
焊缝扭断面要求母材扭断,扭力值≥1
拉力测试机2
1 次/6 月2
每个焊缝除喷嘴环外其余抽检4
2 焊缝外观质量要求:4
1 焊缝质量外观检查规定操作工100﹪目视检查,检验员进行首末检查和过程抽检,目视怀疑尺寸超差的须送检验员进行复检确认
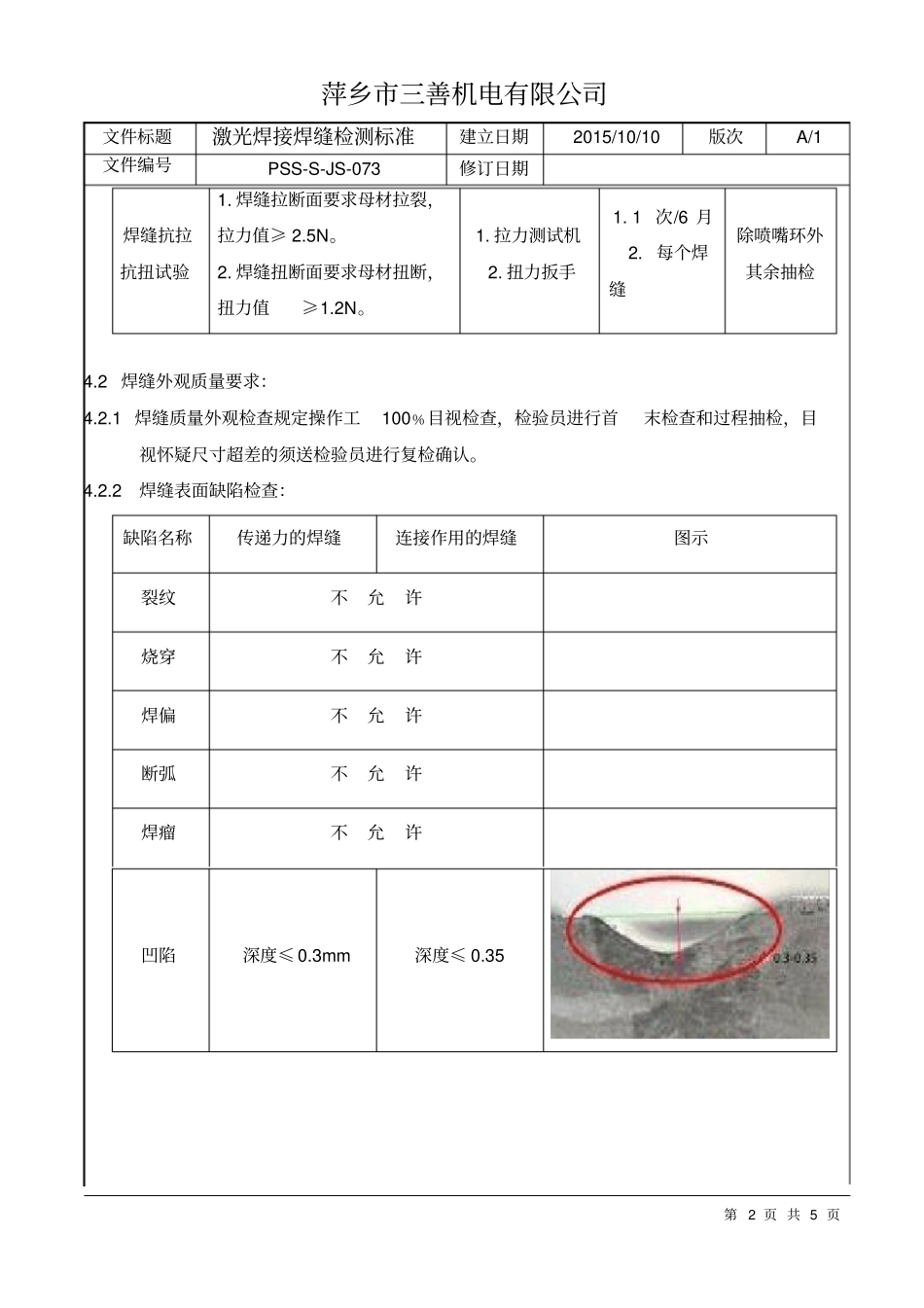
2 焊缝表面缺陷检查:缺陷名称传递力的焊缝连接作用的焊缝图示裂纹不允许烧穿不允许焊偏不允许断弧不允许焊瘤不允许凹陷深度