1 钢筋加工工序作业要点卡片基本作业: 桥 101 上道工序: 技术交底序号工序作业控制要点1 钢筋备料钢筋表面的油渍、漆污、水泥浆和用锤敲击剥落的浮皮、铁锈等均应清除干净, 钢筋应平直、 无局部折曲
按照规范要求进行钢筋原材料的试验检测,合格后方可使用
原材料存放于钢筋棚内,下垫上盖
2 机械检查使用使用钢筋冷拉机、切断机、弯曲机、应遵守钢筋机械安全技术操作规程, 先检查后使用, 使用后切断电源,设备应做好“十字作业” (清洁、润滑、调整、坚固、防腐)3 下料弯曲钢筋下料长度=总长度(扣除保护层后,钢筋外皮尺寸) +斜段增加长度 -弯折量度差 +端部弯钩增长箍筋下料长度 =箍筋周长 -10d 箍筋直径 +箍脚长度(不应小于 5d 和 50 ㎜)
4 弯制用光圆钢筋制成的箍筋,其末端应有弯钩,弯钩的弯曲内直径应大于受力钢筋直径,且不应小于箍筋直径的 2
弯起钢筋应做成平滑曲线,钢筋的最小弯曲半径:HPB235 钢筋的最小弯曲半径应为10 倍钢筋直径,HRB335 钢筋的最小弯曲半径应为12 倍钢筋直径,HRB400 钢筋的最小弯曲半径应为14 倍钢筋直径
钢筋应常温下加工, 不宜加热
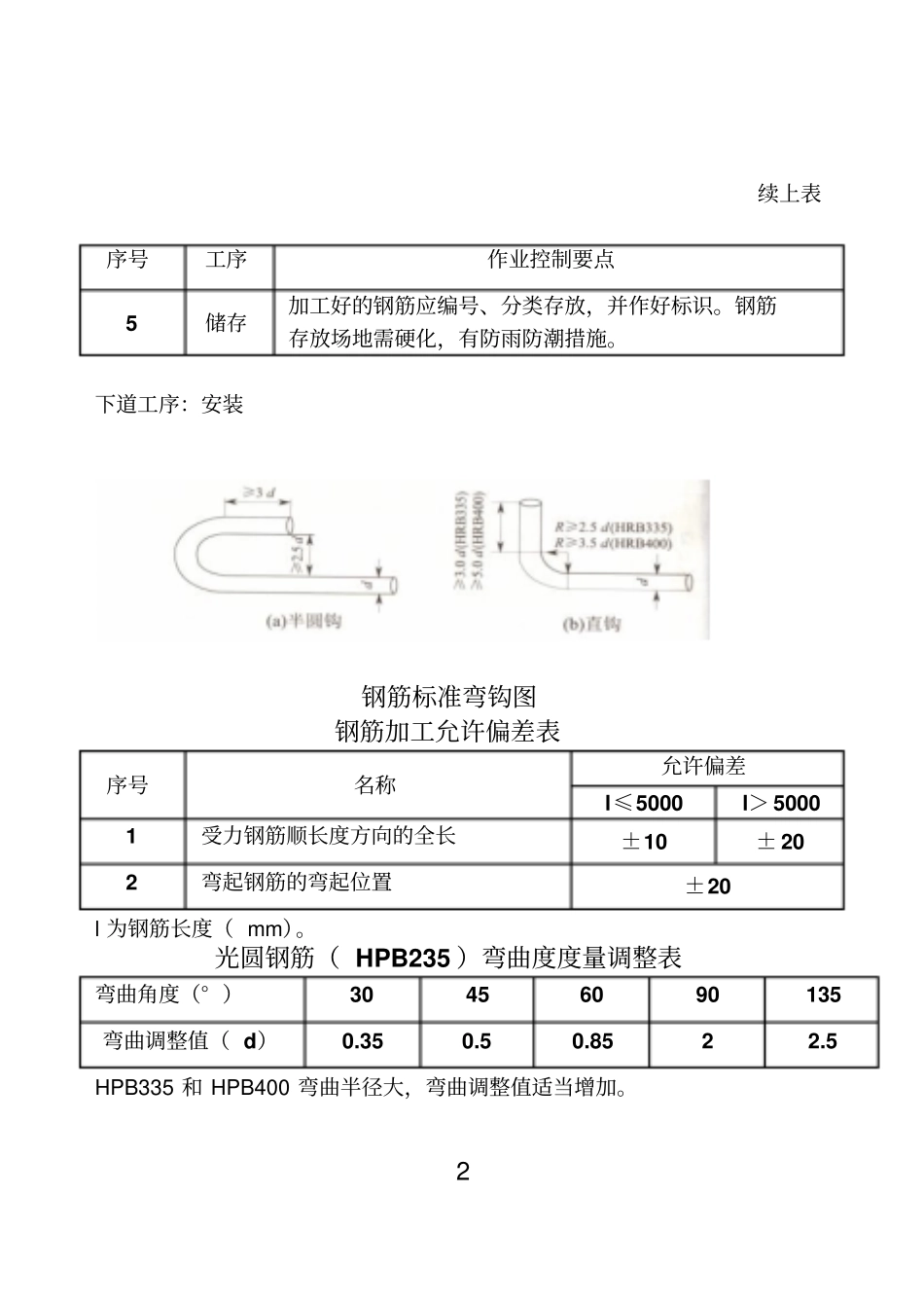
弯制钢筋宜从中部开始,逐步弯向两端,弯钩应一次弯成2 续上表下道工序:安装钢筋标准弯钩图钢筋加工允许偏差表序号名称允许偏差l≤5000 l> 5000 1 受力钢筋顺长度方向的全长±10 ± 20 2 弯起钢筋的弯起位置±20 l 为钢筋长度( mm)
光圆钢筋( HPB235 )弯曲度度量调整表弯曲角度(° )30 45 60 90 135 弯曲调整值( d)0
85 2 2
5 HPB335 和 HPB400 弯曲半径大,弯曲调整值适当增加
序号工序作业控制要点5 储存加工好的钢筋应编号、分类存放,并作好标识
钢筋存放场地需硬化,有防雨防潮措施
3 钢筋闪光对焊序