焊工实操题一、定位焊接:单面焊双面成型,∮57*5 钢管全位置焊接, 45 分钟内完成
(如图)要求:自行对口、定位焊接高度90mm,单面焊双面成型,通球实验、焊缝饱满高度≤ 5mm,焊缝宽度≥破口宽度2mm;表面成型良好,无气孔、夹渣、咬边、焊瘤现象;( J506 焊条Φ 2
5 、Φ 3
2 )工具:直流焊机一台,钢刷一把、(敲渣锤、面罩自带)二、平板对接焊:单面焊双面成型, 45 分钟内完成
图纸(如图)要求:自行对口、V型坡口平板对接,单面焊双面成型,焊缝饱满高度≤5mm,焊缝宽度 20mm;表面成型良好,无气孔、夹渣、咬边、焊瘤现象;(J506 焊条Φ 2
2 )三、工具:直流焊机一台,钢刷一把、 (敲渣锤、面罩自带)四、质量要求:焊接接头错边及变形量不超标;焊缝表面光滑平整、波纹平滑过渡;焊缝表面无气孔、裂纹、咬边及夹渣等焊接缺陷
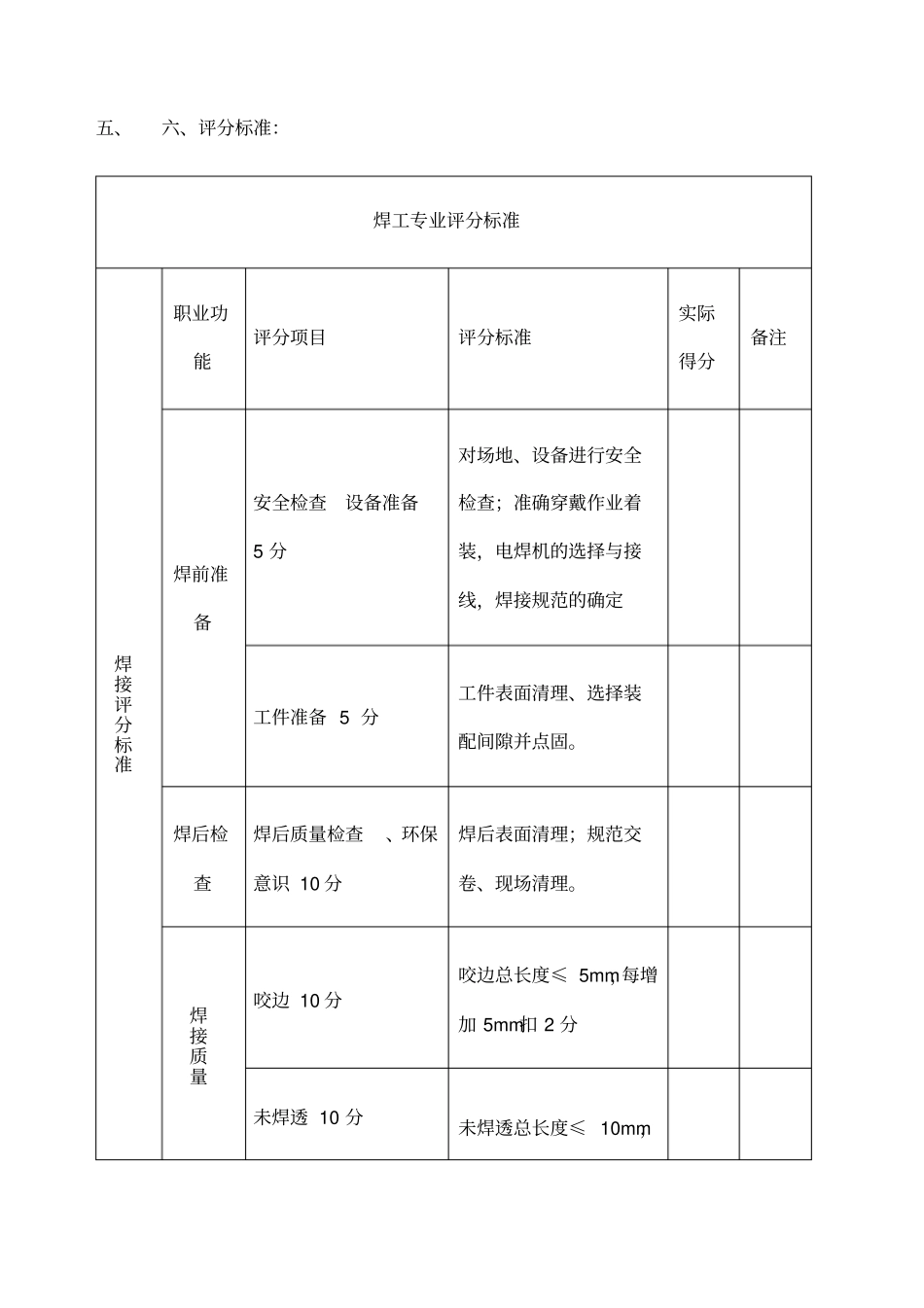
五、六、评分标准:焊工专业评分标准焊接评分标准职业功能评分项目评分标准实际得分备注焊前准备安全检查设备准备5 分对场地、设备进行安全检查;准确穿戴作业着装,电焊机的选择与接线,焊接规范的确定工件准备 5 分工件表面清理、选择装配间隙并点固
焊后检查焊后质量检查、环保意识 10 分焊后表面清理;规范交卷、现场清理
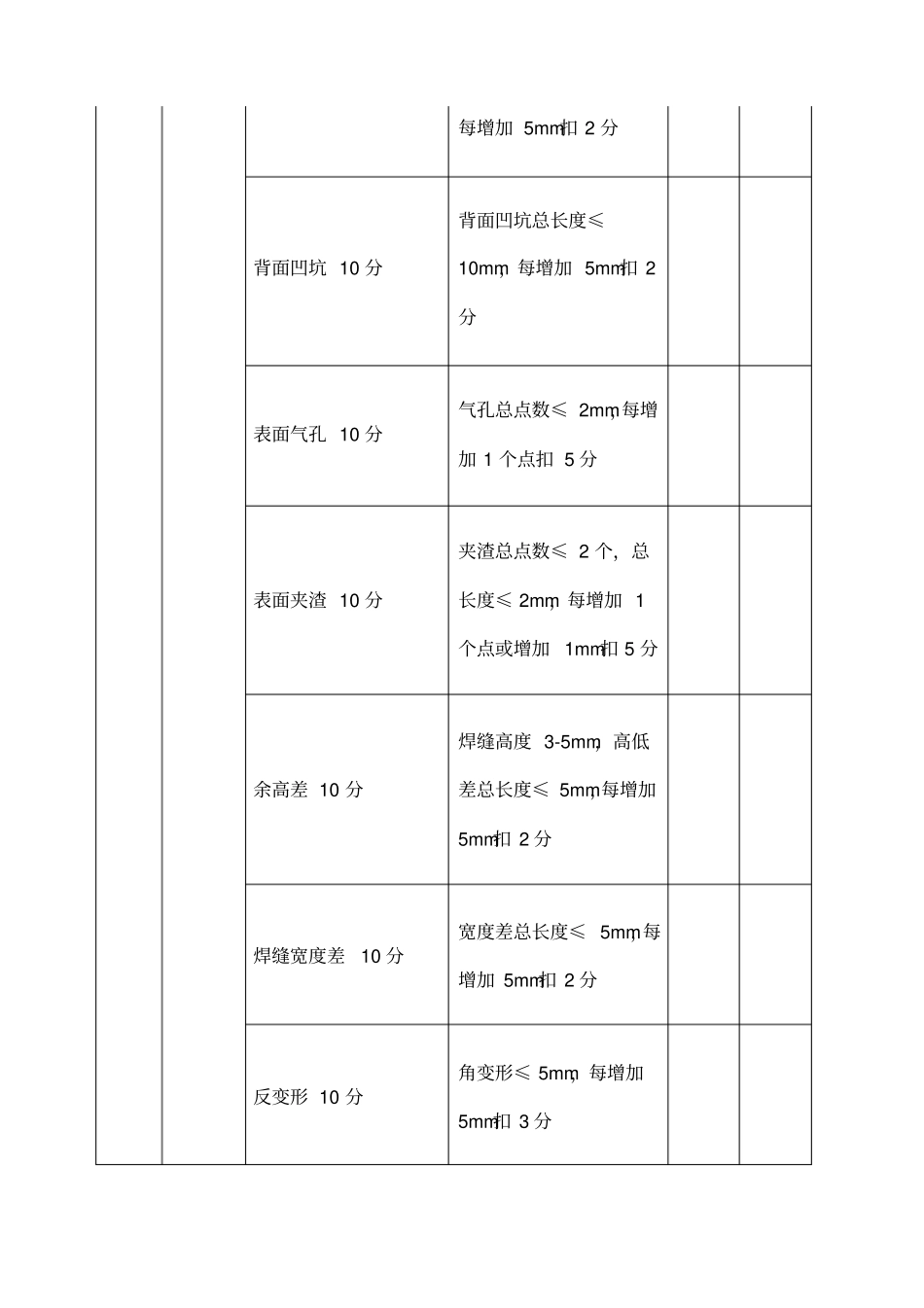
焊接质量咬边 10 分咬边总长度≤ 5mm,每增加 5mm扣 2 分未焊透 10 分未焊透总长度≤ 10mm,每增加 5mm扣 2 分背面凹坑 10 分背面凹坑总长度≤10mm,每增加 5mm扣 2分表面气孔 10 分气孔总点数≤ 2mm,每增加 1 个点扣 5 分表面夹渣 10 分夹渣总点数≤ 2 个,总长度≤ 2mm,每增加 1个点或增加 1mm扣 5 分余高差 10 分焊缝高度 3-5mm,高低差总长度≤ 5mm,每增加5mm扣 2 分焊缝宽度差10 分宽度差总长度≤ 5mm,每增加 5mm扣 2 分反变形