焊条用量计算方法焊条用量 g 可按下列公式计算:式中:F——焊缝熔敷金属截面积,单位为厘米cm
根据焊接接头及坡口型式不同按表 1 中的公式计算;l ——焊缝长度,单位为厘米,cm;r ——熔敷金属比重,单位为克/ 厘米3,g/cm3;Kb——药皮的重量系数,如表2 所示;Kn——金属由焊条到焊缝的转熔系数
包括因烧损、 飞溅及焊条头损失在内
如表 3 所示
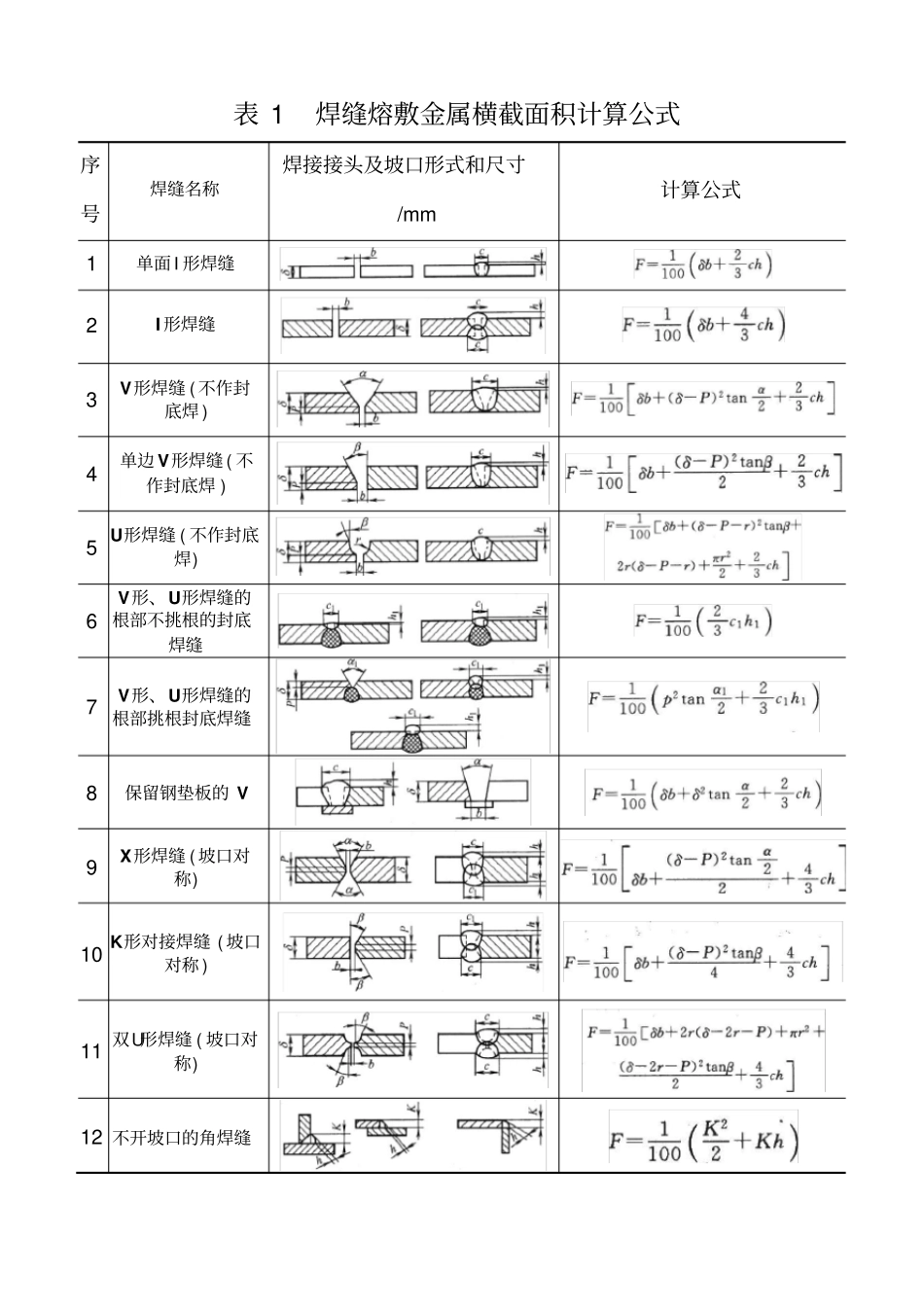
表 1 焊缝熔敷金属横截面积计算公式序号焊缝名称焊接接头及坡口形式和尺寸/mm 计算公式1 单面 I 形焊缝2 I 形焊缝3 V形焊缝 ( 不作封底焊 ) 4单边 V形焊缝 ( 不作封底焊 ) 5 U形焊缝 ( 不作封底焊) 6 V形、U形焊缝的根部不挑根的封底焊缝7 V形、U形焊缝的根部挑根封底焊缝8 保留钢垫板的 V9 X形焊缝 ( 坡口对称) 10 K形对接焊缝 ( 坡口对称 ) 11 双U形焊缝 ( 坡口对称) 12 不开坡口的角焊缝13 单边钝边 V形角焊缝14 K形T字接头焊缝表 2 药皮的重量系数Kb E4303 E43015 E5015 O
38 — 0
44 表 3 焊条的转熔系数Kn E4303 E43015 E5015 0
77 O.77 0