1 / 5 焊缝金属中扩散氢的测定一、实验目的(一)了解手工电弧焊时影响焊缝中扩散氢含量的因素;(二)掌握甘油法测定扩散氢含量的方法
二、实验装置及实验材料(一)测氢仪 1 台(二)集气管 12 个(三)交流电焊机1 台(四)直流电焊机 (或整流器 )1 台(五)试件夹具 1 个(六)烘箱 (0~450℃)1 台(七)吹风机、钳子、榔头、钢丝刷、瓷盘、绒布、丙酮、乙醚、酒精等(八)试件低碳钢板20×70×10mm35 块20×40×10mm70 块(九)焊条 φ 4mm 结 422 焊条 25 根φ 4mm 结 507 焊条 15 根三、实验原理氢对焊接接头机械性能的影响极大
氢不仅能在焊缝中生成气孔,而且是产生冷裂纹的主要原因之一
氢致裂纹常带有延迟性,往往使焊件在工作一段时间以后开裂,因而其危险性更大
氢也引起金属的微裂和发裂等
虽然这些微观缺陷不致于直接导致焊件的破坏,但却能明显地降低金属的强度、屈服极限、冲击韧性、延伸率、断面收缩率,尤其对疲劳强度有较大的影响
氢主要来自水和有机物
水可能以水汽的形式吸附在焊丝和工件的表面或混杂在保护气体内,也可以其它多种形式包含在金属表面的氧化膜、铁锈和焊接材料中
有机物可能是焊条药皮中的木屑、 纤维素或淀粉等造气剂,也可能是沾染在工件或焊丝表面的油污
水和有机物在焊接高温下分解出氢,氢再以原子或质子的形式进入熔池,使焊缝金属或多或少地含有氢
因此,焊缝金属的含氢量受到许多因素的影响
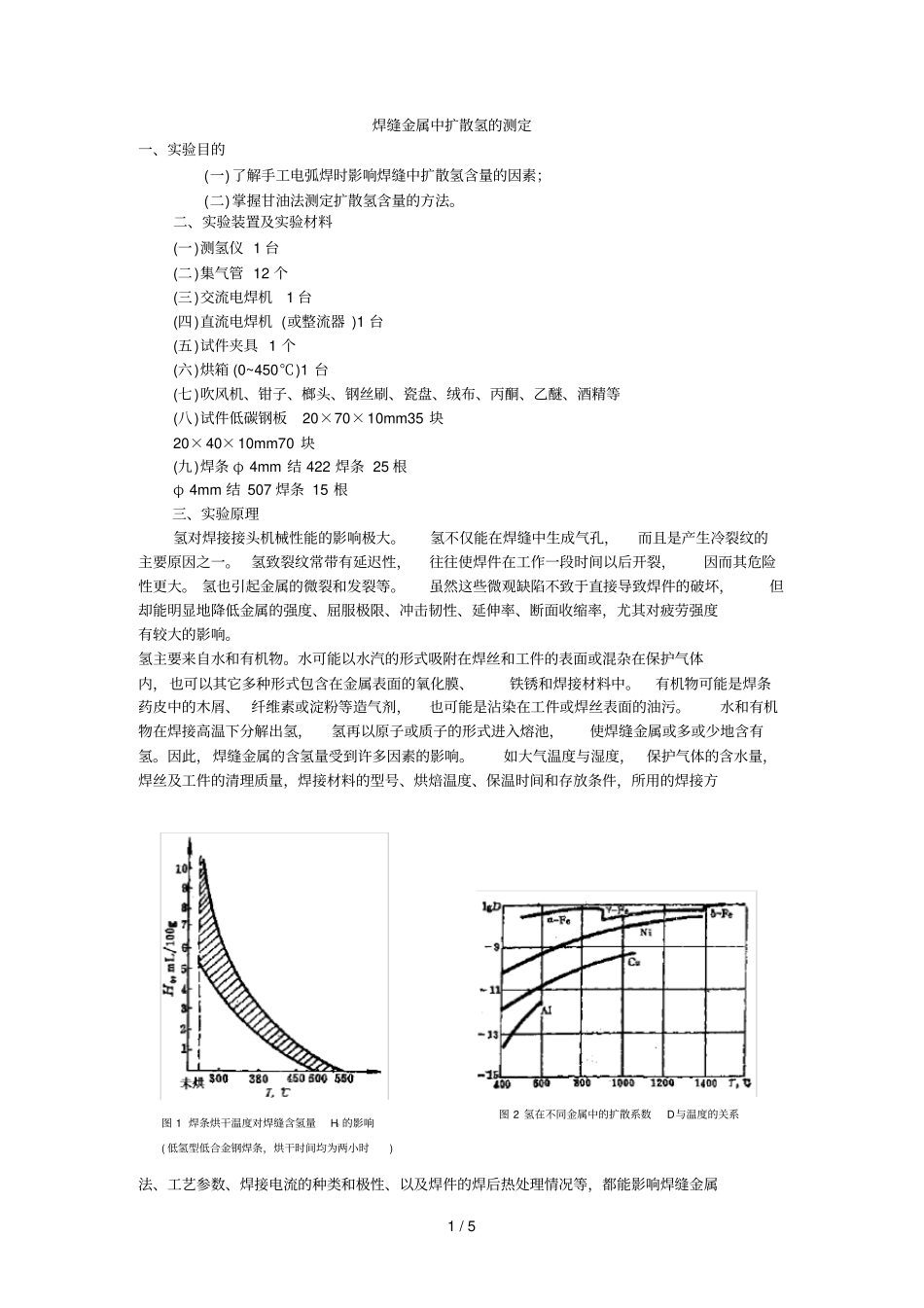
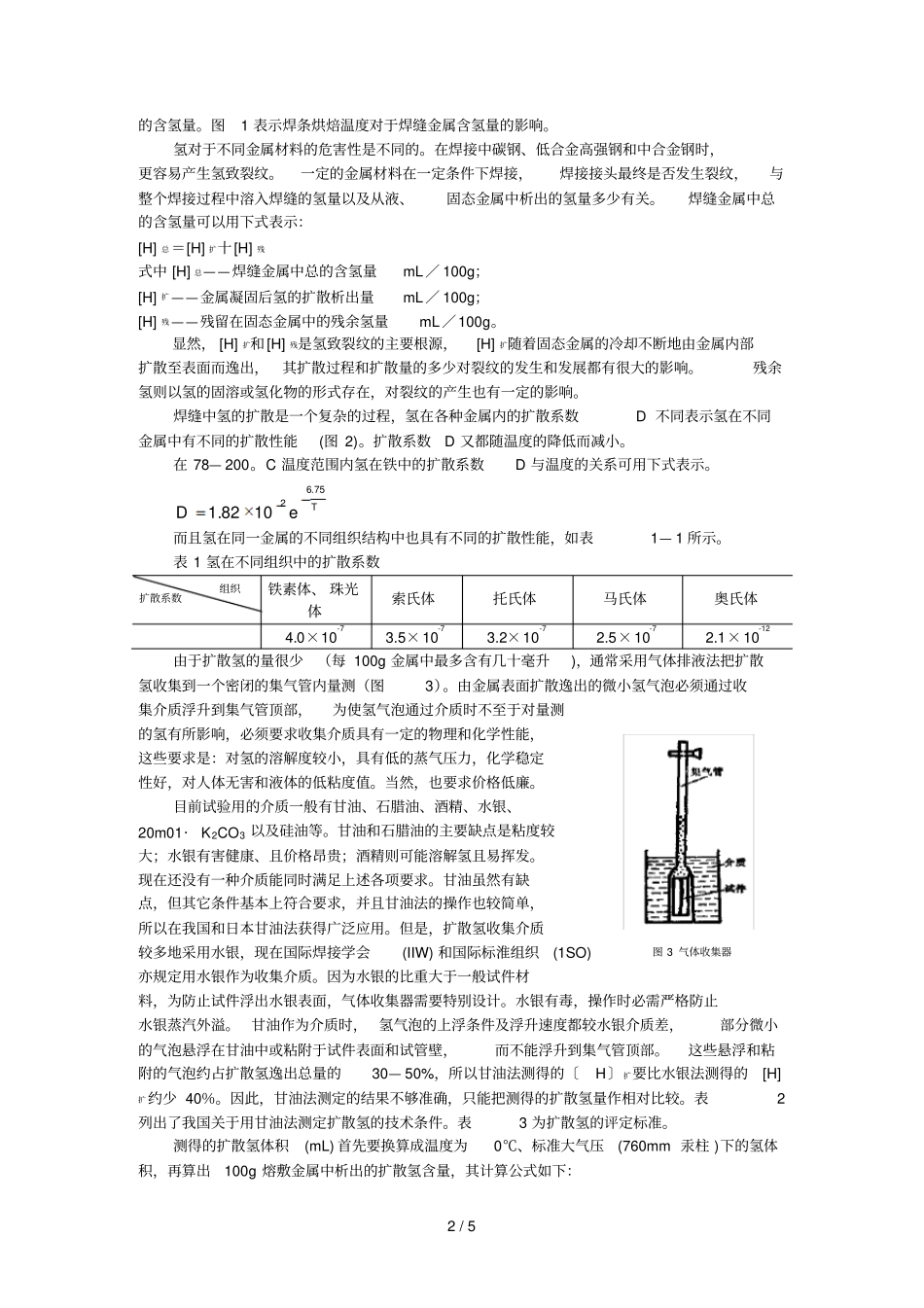
如大气温度与湿度,保护气体的含水量,焊丝及工件的清理质量,焊接材料的型号、烘焙温度、保温时间和存放条件,所用的焊接方法、工艺参数、焊接电流的种类和极性、以及焊件的焊后热处理情况等,都能影响焊缝金属图 2 氢在不同金属中的扩散系数D与温度的关系图 1 焊条烘干温度对焊缝含氢量H0 的影响( 低氢型低合金钢焊条,烘干时间均为两小时) 2 / 5 的含