0 可编辑可修改11焊装生产线v1
0 可编辑可修改22焊装生产线一、车身装焊生产线的形式1、装焊生产线的组成一条装焊生产线是汽车白车身全部成型的总称
它由总成线和许多分总成组成
每一条总成线或分总成线是由若干个工位组成,线间、工位间是通过搬运机、机器人等搬送设备实现上下料和零部的输送,以保证线内工位工作的连贯性
分总成线包括许多独立的组件焊装工位,每个工位由定位夹紧夹具、自动焊接设备及检测装置等设备组成,另外还有一些供气供水供电装置
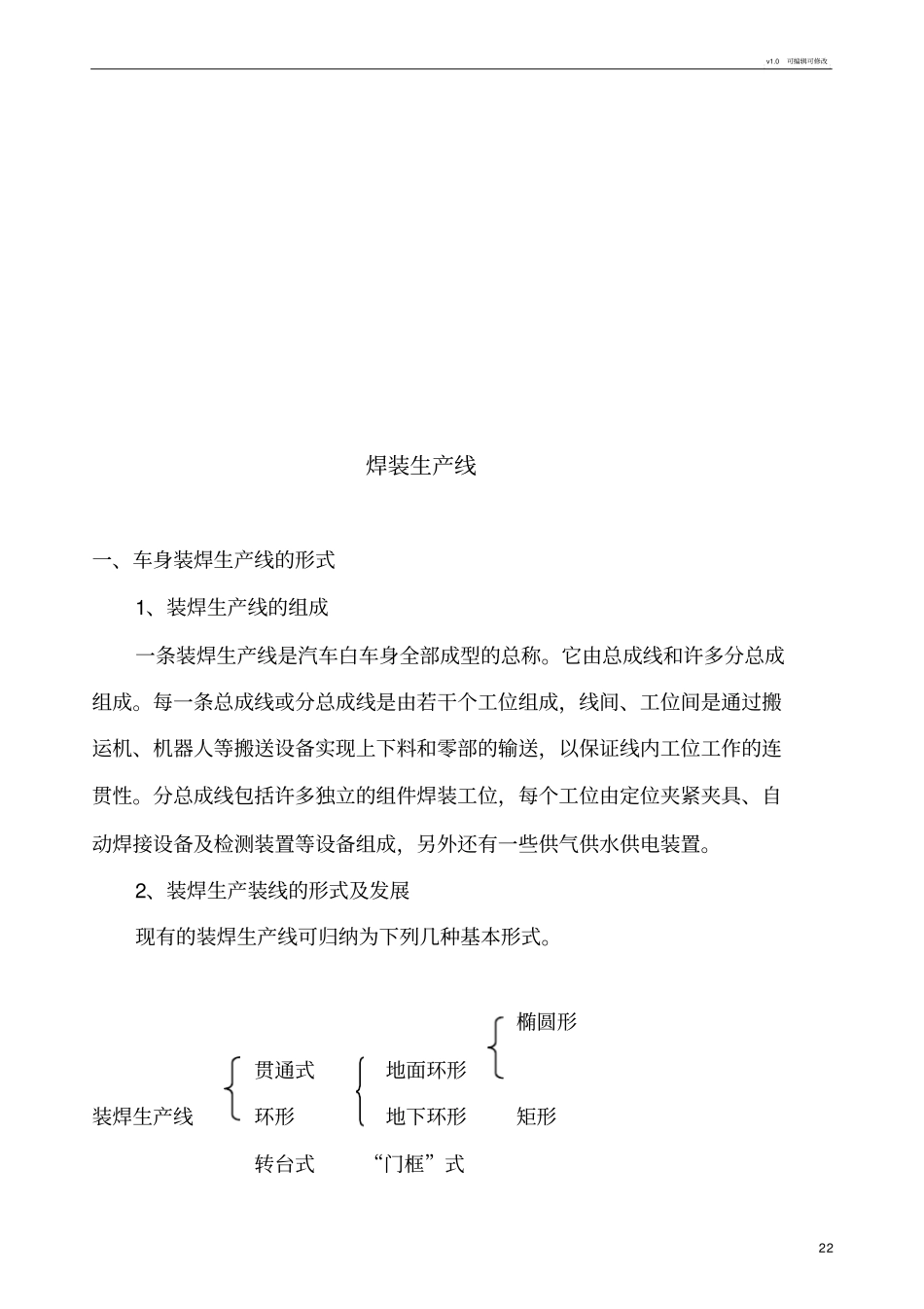
2、装焊生产装线的形式及发展现有的装焊生产线可归纳为下列几种基本形式
椭圆形贯通式地面环形装焊生产线环形地下环形矩形转台式“门框”式v1
0 可编辑可修改33随着汽车工业的发展,装焊线的形式也发生了变化
在初期阶段,主要用直通式生产线(相当于简化的贯通式生产线),在60 年代~70 年代曾较多的采用环形生产线
但是由于随行夹具体积大、运动惯性大、结构复杂,难以实现多品种生产及机器人配套
到了80 年代,各汽车生产公司重新发展了贯通式生产线
特别是随着市场对汽车产品多样化的要求及机器人大量应用于汽车车身焊接,更为贯通式生产线提供了新的应用范围及发展领域
现在贯通式为应用得最广泛的生产方式
二、各种装焊生产线的特点1、贯通式生产线贯通式生产线是指制件的定位夹紧系统与工位间输送系统成分离状态
生产线包括:制件的定位夹紧系统(焊接夹具)、工位间输送系统、输送杆、驱动系统、自动上下料的机械化系统等
工作时,制件被输送系统中贯通式往复杆的移动输送至下一工位的夹具中,而所有的装夹定位的工装都分别固定在工位上
其特点为:a、它适应于多点焊机配置,能满足悬挂点焊机的手工焊接、半自动焊接、全自动焊接等多种操作方式
b、当车身横向流水时,更有利于分总成的机械化自动上下料
便于提高自动化程度
c、输送系统中驱动和输送部分结构较简单,便于调试
d、焊接夹具固定在