下载后可任意编辑超塑性模锻工艺的应用及进展模板12024 年 4 月 19 日下载后可任意编辑超塑性模锻工艺的应用及进展摘要: 介绍了超塑性模锻的实质及工艺过程; 列举了超塑性模锻的应用现状及模具材料; 阐述了超塑性模锻工艺的特点和优点
关键词: 超塑性模锻; 应用; 特点; 优点 一、 引言 随着航空宇航工业的迅速进展及外向型经济日益扩大, 模锻件质量及成本的竞争愈来愈激烈
超塑性模锻是近几年中进展起来的一种少无切削和精密成形技术的锻造新工艺
它利用金属材料的超塑特性使毛坯成形, 得到形状复杂及尺寸较精确的锻件
近年来, 高温合金和钛合金的使用不断增加, 这些合金的特点是: 流变抗力高, 可塑性低, 具有不均匀变形所引起机械性能各向异性的敏感性, 难于机械加工及成本高昂
如采纳普通热变形锻造工艺时, 机械加工的金属损耗达 80%左右, 往往不能满足航空零件所需的机械性能; 可是采纳超塑性模锻方法, 就能改变过去肥头大耳的落后锻造工艺
金属材料的超塑性是指金属在特定条件(晶粒细化, 极低的变形速度及等温变形)下, 能够具有比一般条件下更大的塑性
如一般塑性较好的低碳钢拉伸时延伸率只有 30%~40%, 塑性好的有色金属也只有 60%~70%, 但超塑性状态, 一般认为塑性差的金属延伸率22024 年 4 月 19 日下载后可任意编辑在 100%~200%范围内, 塑性好的金属延伸率在 500%~ %范围内
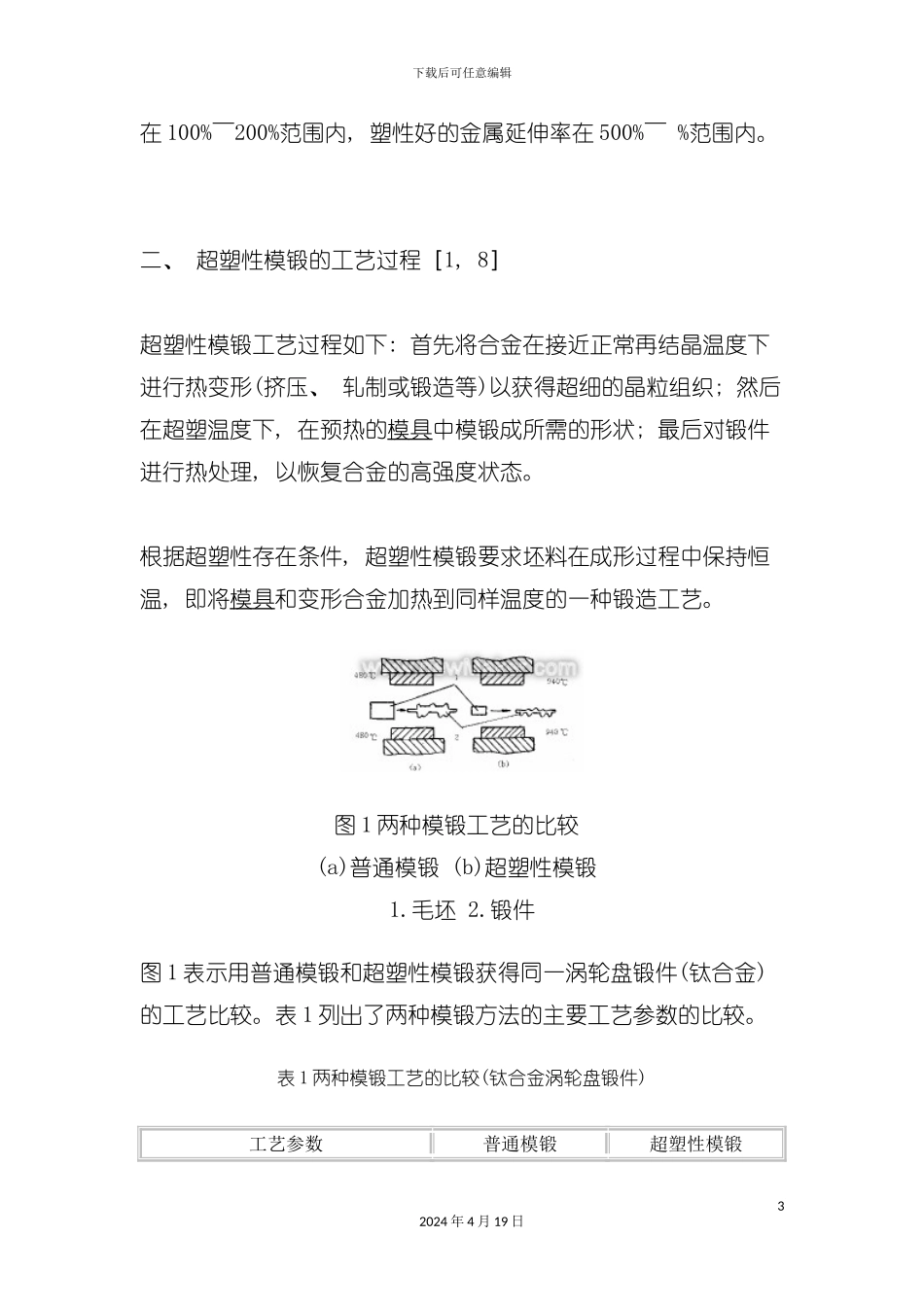
二、 超塑性模锻的工艺过程[1, 8] 超塑性模锻工艺过程如下: 首先将合金在接近正常再结晶温度下进行热变形(挤压、 轧制或锻造等)以获得超细的晶粒组织; 然后在超塑温度下, 在预热的模具中模锻成所需的形状; 最后对锻件进行热处理, 以恢复合金的高强度状态
根据超塑性存在条件, 超塑性模锻要求坯料在成形过程中保持恒温, 即将模具和变形合金加热到同样温度的一种锻造