下载后可任意编辑冷轧技术操作规程B 标准12024 年 5 月 29 日下载后可任意编辑酸洗机组1
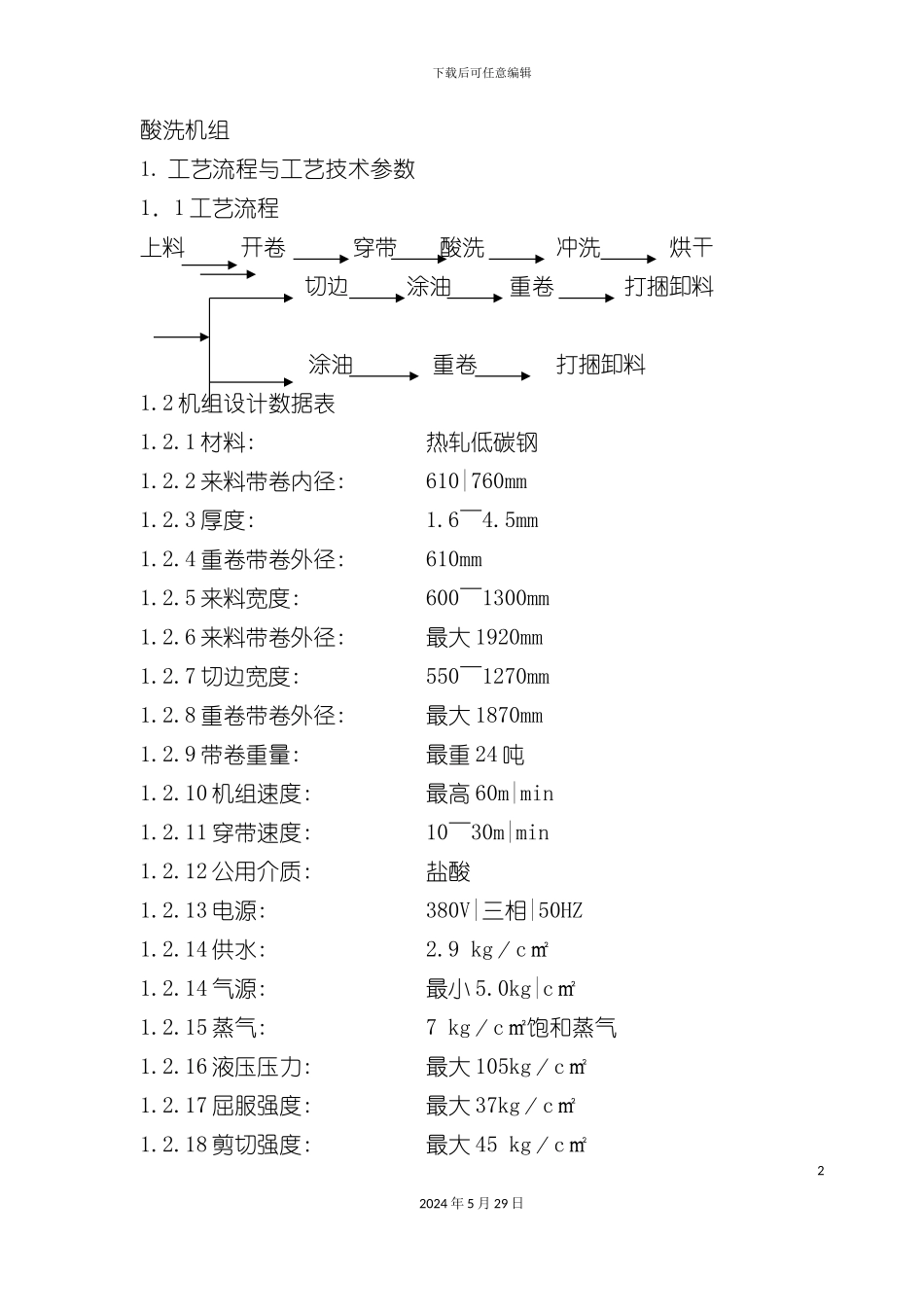
工艺流程与工艺技术参数1.1 工艺流程 上料开卷穿带酸洗冲洗烘干切边涂油重卷打捆卸料 涂油 重卷打捆卸料1
2 机组设计数据表1
1 材料: 热轧低碳钢1
2 来料带卷内径: 610|760mm1
3 厚度: 1
4 重卷带卷外径: 610mm1
5 来料宽度: 600~1300mm1
6 来料带卷外径: 最大 1920mm1
7 切边宽度: 550~1270mm1
8 重卷带卷外径: 最大 1870mm1
9 带卷重量: 最重 24 吨1
10 机组速度: 最高 60m|min1
11 穿带速度: 10~30m|min1
12 公用介质: 盐酸1
13 电源: 380V|三相|50HZ1
14 供水: 2
9 kg/c㎡1
14 气源: 最小 5
0kg|c㎡1
15 蒸气: 7 kg/c㎡饱和蒸气1
16 液压压力: 最大 105kg/c㎡1
17 屈服强度: 最大 37kg/c㎡1
18 剪切强度: 最大 45 kg/c㎡22024 年 5 月 29 日下载后可任意编辑1
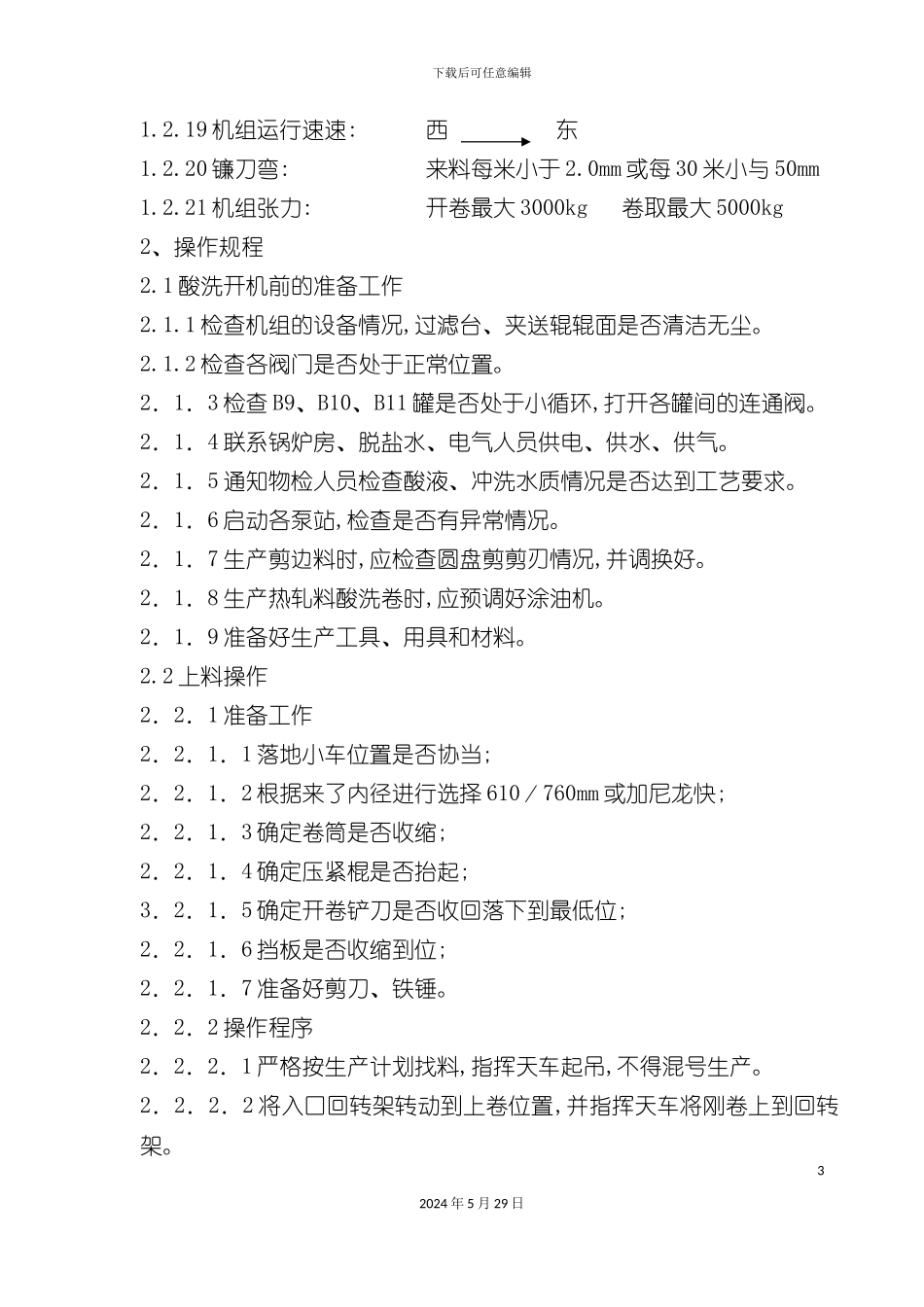
19 机组运行速速: 西东1
20 镰刀弯: 来料每米小于 2
0mm 或每 30 米小与 50mm1
21 机组张力: 开卷最大 3000kg 卷取最大 5000kg2、操作规程2
1 酸洗开机前的准备工作2
1 检查机组的设备情况,过滤台、夹送辊辊面是否清洁无尘
2 检查各阀门是否处于正常位置
2.1.3 检查 B9、B10、B11 罐是否处于小循环,打开各罐间的连通阀
2.1.4 联系锅炉房、脱盐水、电气人员供电、供水、供气
2.1.5 通知物检人员检查酸液、冲洗水质情况是否达