下载后可任意编辑文件名称: 切割、 清理作业指导书 文件编号:QJZG/J
5-05- 编制审核批准修订生效日期崔世恭陈书山徐红军0 /3/101 切割前的准备 ( 1) 、 清理冒口根部粘砂, 其高度大于气割余量 50 毫米左右
( 2) 、 熟悉工艺注意冒口下有无凸台、 脐子等, 按气割余量标志气割线, 防止割坏铸件
( 3) 、 铸件要放置平稳, 不能架空或用天车吊着气割, 较大冒口可按工艺地坑热割
( 4) 、 气割时注意安全, 铸件周围应无障碍物, 氧气瓶、 乙炔瓶应远离气割位置, 不得向氧气瓶, 乙炔方向气割
2 浇冒口气割余量 ( 1) 、 铸件上的浇冒口气割后的残留高度称为气割余量, 气割余量是根据冒口直径大小而定
冒口直径或宽度( 毫米) 101~200201~300301~400401~500≥500气割余量( 毫米) +5+8+10+16+20~40注: 船用铸件、 合金钢铸件冒口气割余适当增加, 增加为表中值1
( 2) 、 要特别要求的冒口、 浇口又设置在加工面时, 二次修割到加工余量齐平, 非加工面时必须修到非加工面齐平
( 3) 、 冒口增肉和拉筋设在非加工面, 应修到与基准面齐平
3 热割冒口的规定 ( 1) 、 较大的冒口需要热割, 以防产生裂纹, 热割冒口就是当铸件冷却到一定温度时气割, 而且热割是在工艺规定的保温时间前一天进行, 或正火后冷却到一定温度时气割, 割后立即回火
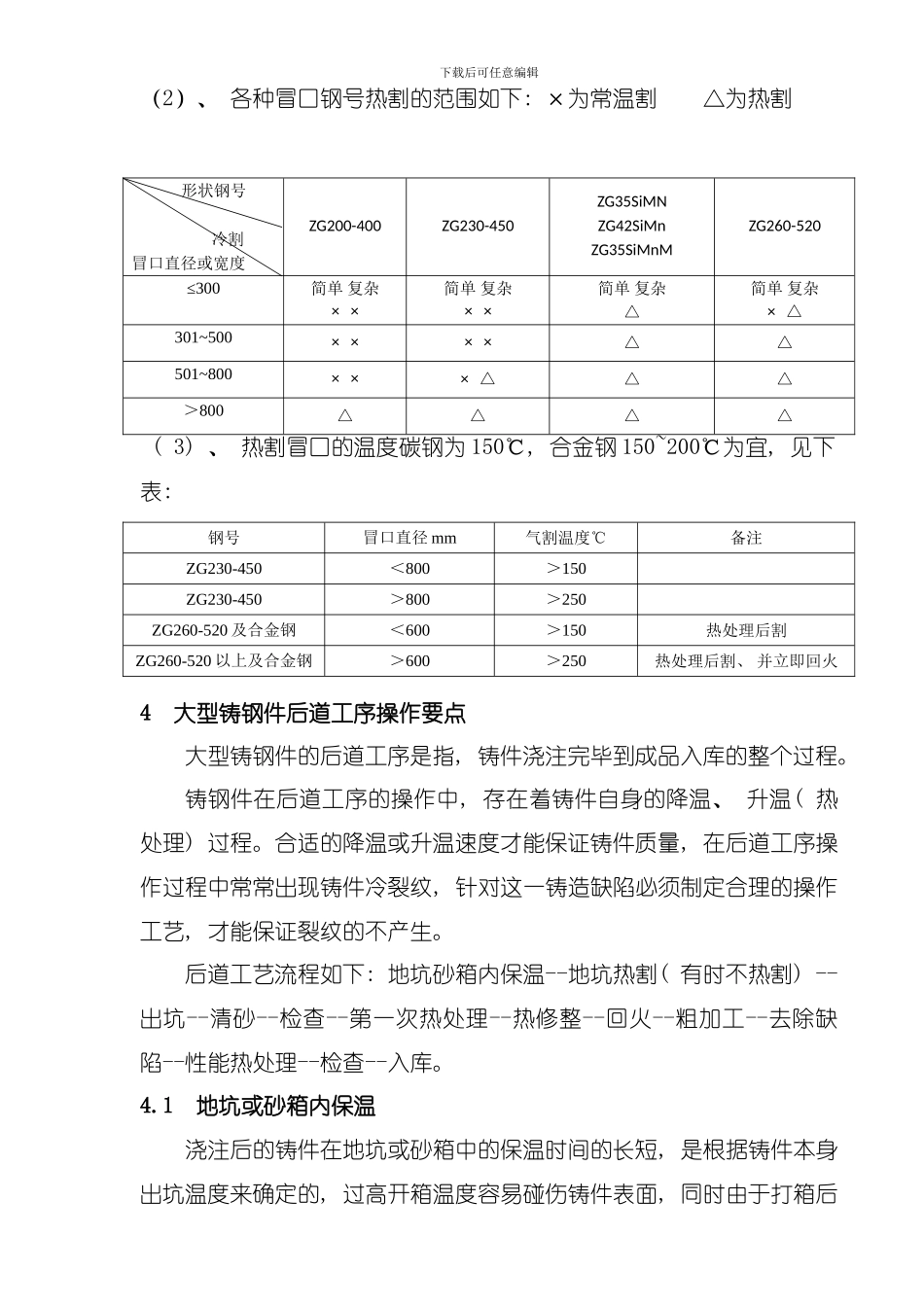
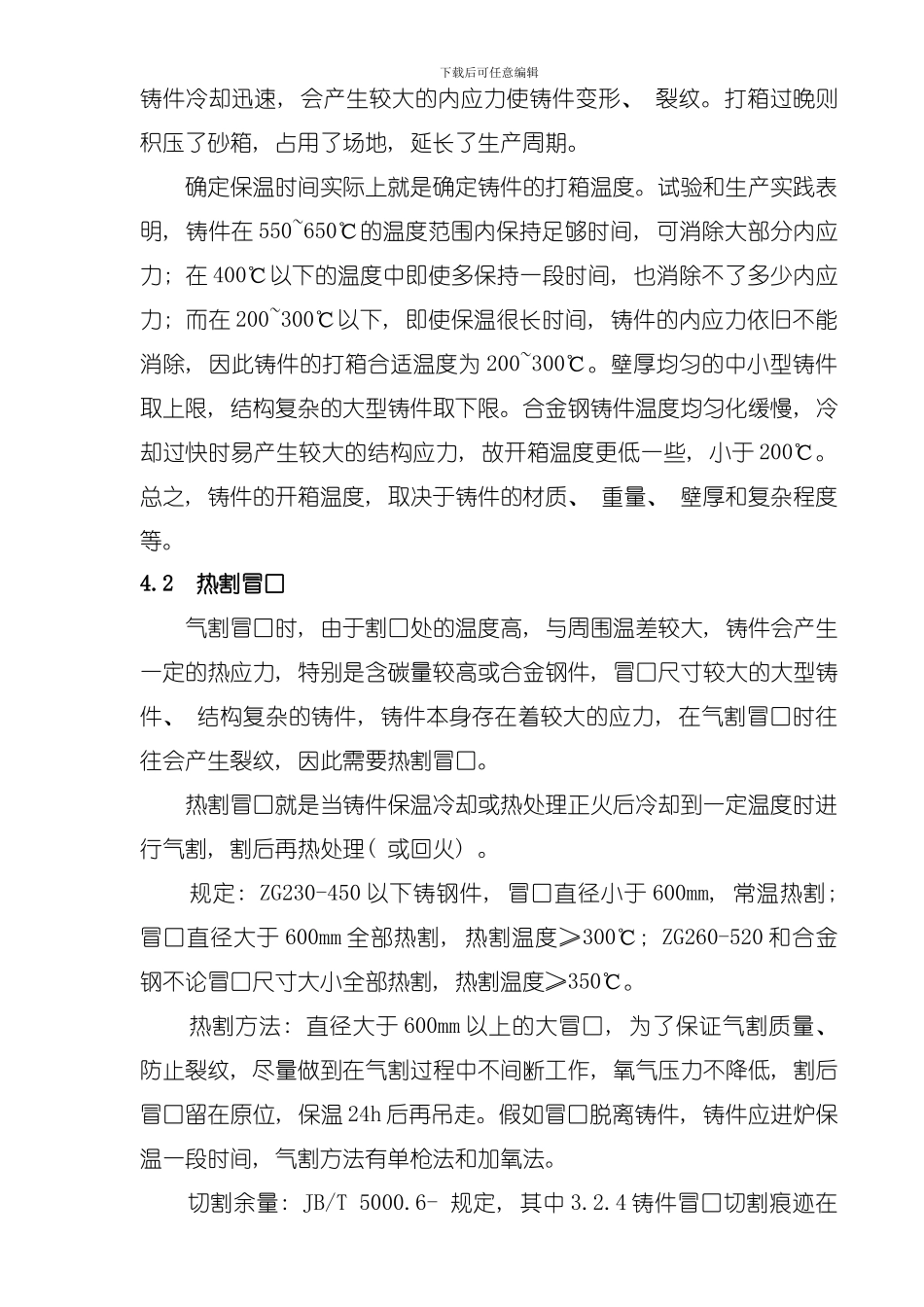
下载后可任意编辑(2)、 各种冒口钢号热割的范围如下: ×为常温割 △为热割 形状钢号 冷割冒口直径或宽度ZG200-400ZG230-450ZG35SiMNZG42SiMnZG35SiMnMZG260-520≤300简单 复杂× ×简单 复杂× ×简单 复杂△简单 复杂× △301~500× ×× ×△△501~800× ×× △△△>800△△