下载后可任意编辑压铸件设计法律规范12024 年 4 月 19 日下载后可任意编辑压铸件设计法律规范一、 壁厚 压铸件的壁厚对铸件质量有很大的影响
以铝合金为例,薄壁比厚壁具有更高的强度和良好的致密性
因此,在保证铸件有足够的强度和刚性的条件下,应尽可能减少其壁厚,并保持壁厚均匀一致
铸件壁太薄时,使金属熔接不好,影响铸件的强度,同时给成型带来困难;壁厚过大或严重不均匀则易产生缩瘪及裂纹
随着壁厚的增加,铸件内部气孔、缩松等缺陷也随之增多,同样降低铸件的强度
压铸件的壁厚一般以 2
5~4mm 为宜,壁厚超过 6mm 的零件不宜采纳压铸
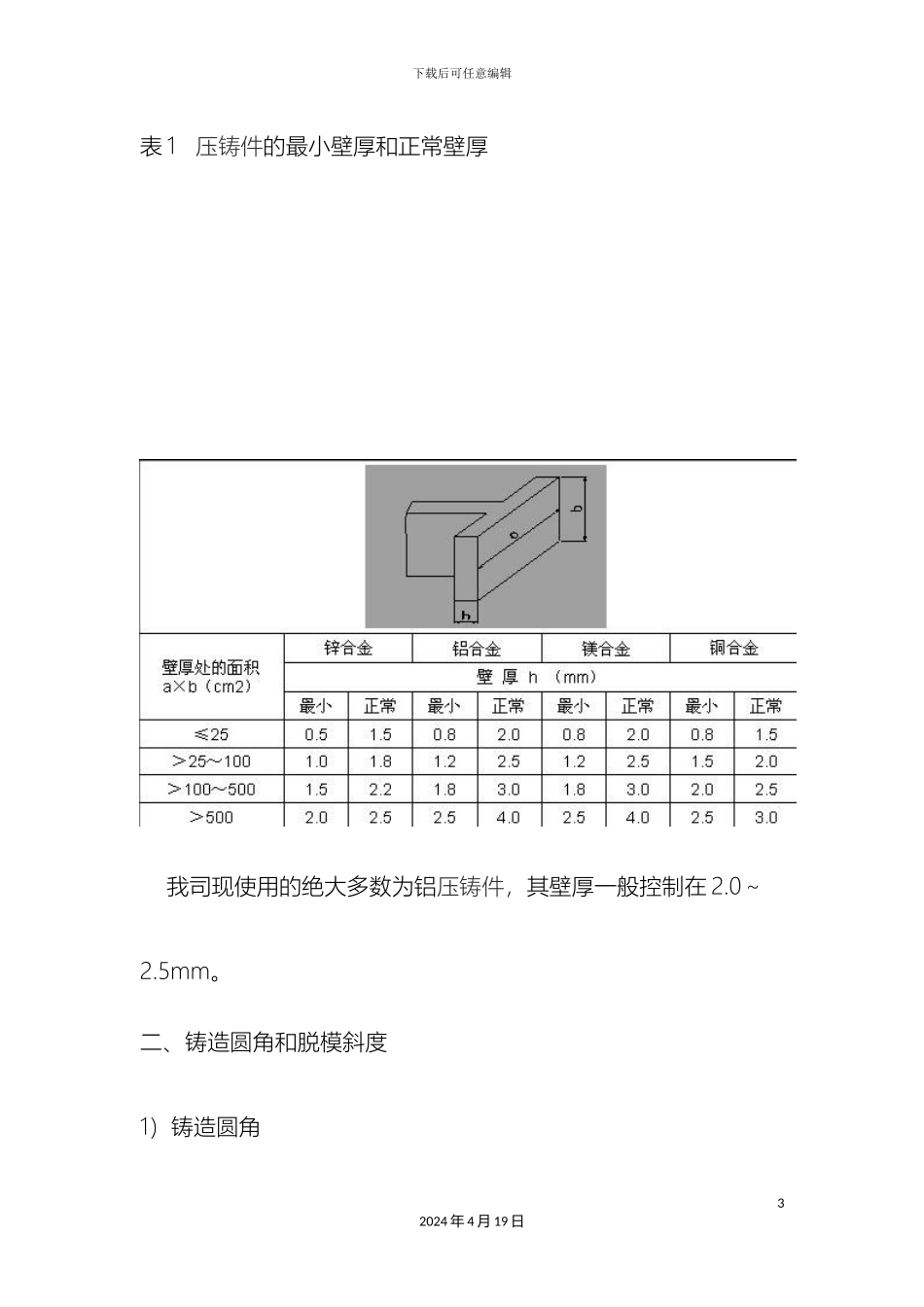
推举采纳的最小壁厚和正常壁厚见表 1
22024 年 4 月 19 日下载后可任意编辑表 1 压铸件的最小壁厚和正常壁厚 我司现使用的绝大多数为铝压铸件,其壁厚一般控制在 2
二、铸造圆角和脱模斜度1)铸造圆角32024 年 4 月 19 日下载后可任意编辑 压铸件各部分相交应有圆角(分型面处除外),使金属填充时流动平稳,气体容易排出,并可避开因锐角而产生裂纹
对于需要进行电镀和涂饰的压铸件,圆角能够均匀镀层,防止尖角处涂料堆积
压铸件的圆角半径 R 一般不宜小于 1mm,最小圆角半径为 0
5 mm,见表 2
铸造圆角半径的计算见表 3
表 2 压铸件的最小圆角半径(mm) 我司现采纳的圆角一般取 R1
42024 年 4 月 19 日下载后可任意编辑表 3 铸造圆角半径的计算(mm)说明:①、对锌合金铸件,K=1/4;对铝、镁、合金铸件, K=1/2
②、计算后的最小圆角应符合表 2 的要求
2) 脱模斜度 设计压铸件时,就应在结构上留有结构斜度,无结构斜度时,52024 年 4 月 19 日下载后可任意编辑在需要之处,必须有脱模的工艺斜度
斜度的方向,必须与铸件的脱模方向一致
推举的脱模斜度见表 4