下载后可任意编辑模具标准零件加工工艺模板12024 年 4 月 19 日下载后可任意编辑标准零件加工工艺1、 目的: 有效地控制异常, 提高效率, 提高品质
2、 范围: 适用标准零件的加工
3、 职责: 无4、 定义: 无5、 内容: 5
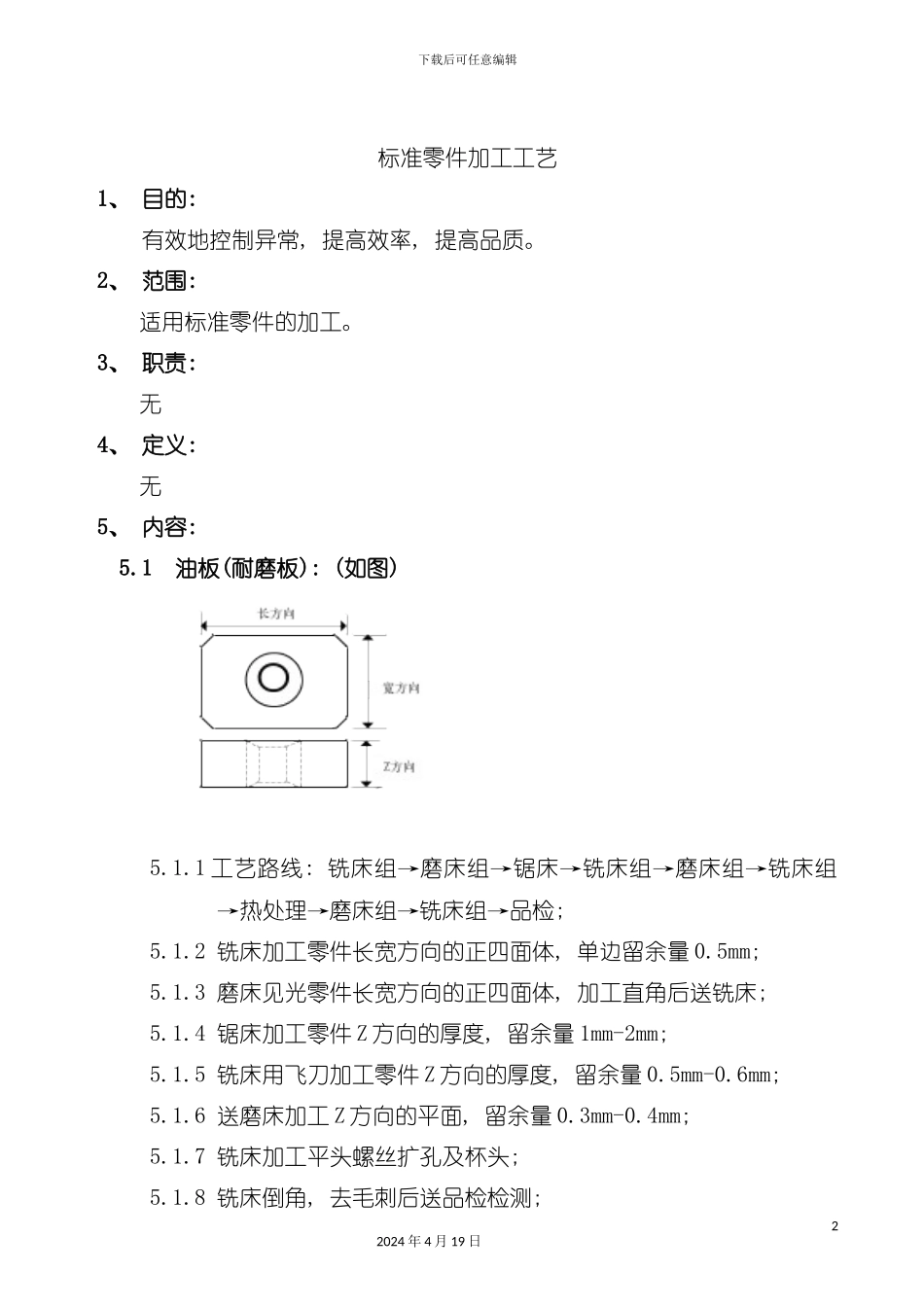
1 油板(耐磨板): (如图) 5
1 工艺路线: 铣床组→磨床组→锯床→铣床组→磨床组→铣床组→热处理→磨床组→铣床组→品检; 5
2 铣床加工零件长宽方向的正四面体, 单边留余量 0
5mm; 5
3 磨床见光零件长宽方向的正四面体, 加工直角后送铣床; 5
4 锯床加工零件 Z 方向的厚度, 留余量 1mm-2mm; 5
5 铣床用飞刀加工零件 Z 方向的厚度, 留余量 0
6mm; 5
6 送磨床加工 Z 方向的平面, 留余量 0
4mm; 5
7 铣床加工平头螺丝扩孔及杯头; 5
8 铣床倒角, 去毛刺后送品检检测; 22024 年 4 月 19 日下载后可任意编辑5
9 送热处理加硬, 硬度 52℃±2°; 5
10 磨床精磨至图纸尺寸; 5
11 铣床加工油槽; 5
12 送品检检测; 5
2 压块(斜顶座耐磨板); 5
1 工艺路线: 铣床组→磨床组→锯床→铣床组→磨床组→铣床组→品管组→热处理→磨床组→铣床组→品检5
2 铣床加工零件长宽方向的正四面体, 单边留余量 0
5mm; 5
3 磨床见光零件长宽方向的正四面体, 加工直角后送铣床; 5
4 锯床加工零件 Z 方向的厚度, 留余量 1mm-2mm; 5
5 铣床用飞刀加工零件 Z 方向的厚度, 留余量 0
6mm; 5
6 送磨床加工 Z 方向的平面, 留余量 0
4mm; 5
7 铣床加工螺丝底孔, 并倒角攻牙; 5
8 品检检测后送