下载后可任意编辑防止高线摩根精轧机辊箱进水的措施 作者: 徐纪成 石向阳 摘要: 在分析高线摩根精轧机辊箱密封结构和装配要求的基础上, 得出辊箱进水原因是双唇圈的压紧量和 O 型圈尺寸不合适, 同时提出了辊箱进水的检查方法和改进措施, 改进后效果明显
关键词: 精轧机; 辊箱; 密封; 润滑油1 前言 高速线材生产过程中, 由于受到温度、 压力、 摩擦等影响, 冷却轧辊、 导卫的高压水常会进人精轧机辊箱, 导致精轧机稀油站的润滑油提前乳化变质, 如不及时处理, 最终可能导致润滑油产生不可逆转的变质而引发精轧机设备故障
2 摩根精轧机辊箱密封的结构及要求 华西钢铁有限公司高线厂的精轧机为摩根第 5 代机型
生产中发现精轧机进水绝大部分是由于辊箱进水造成的, 锥箱的进水相对易发现易解决, 为此重点对辊箱的进水问题进行分析
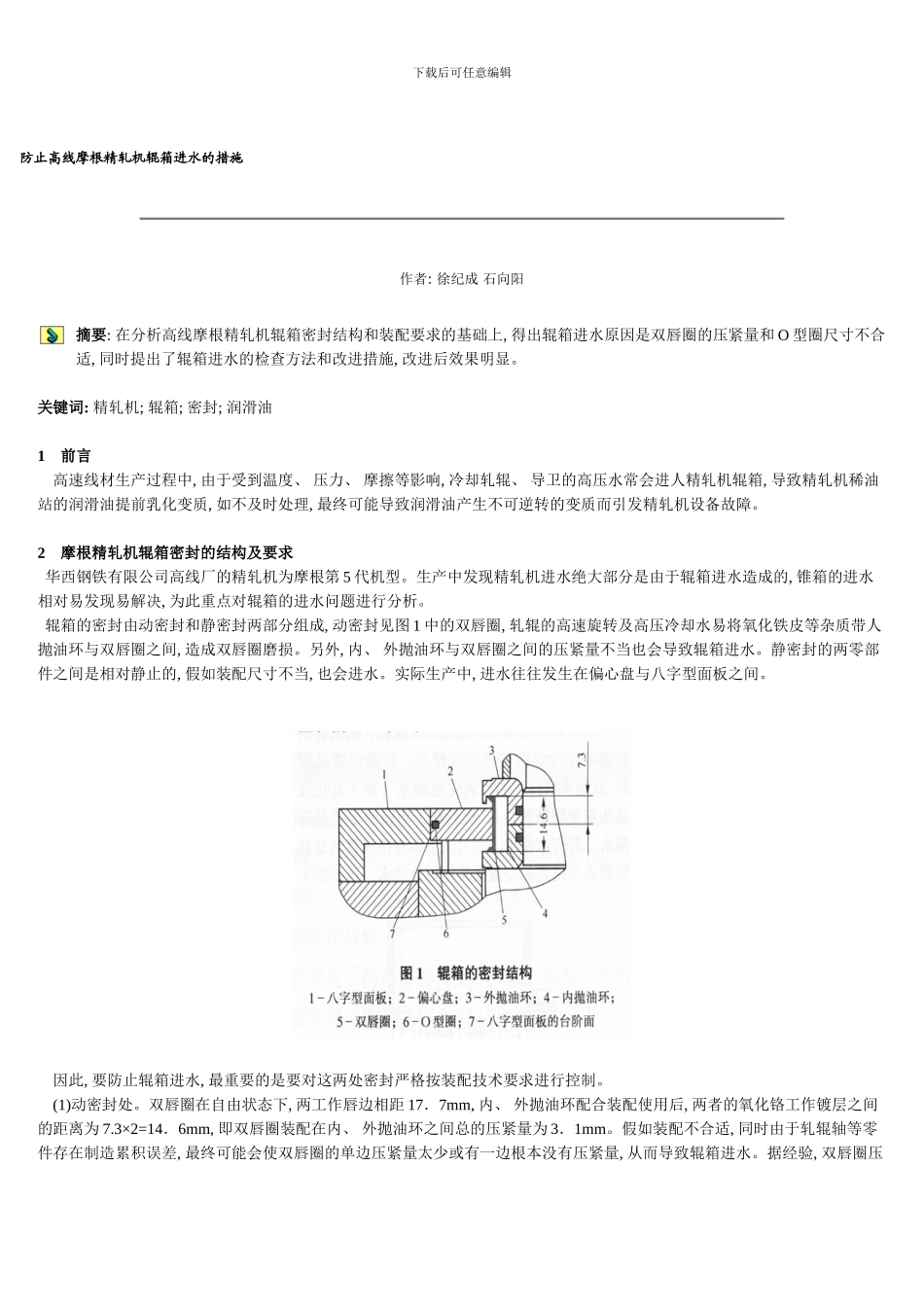
辊箱的密封由动密封和静密封两部分组成, 动密封见图 1 中的双唇圈, 轧辊的高速旋转及高压冷却水易将氧化铁皮等杂质带人抛油环与双唇圈之间, 造成双唇圈磨损
另外, 内、 外抛油环与双唇圈之间的压紧量不当也会导致辊箱进水
静密封的两零部件之间是相对静止的, 假如装配尺寸不当, 也会进水
实际生产中, 进水往往发生在偏心盘与八字型面板之间
因此, 要防止辊箱进水, 最重要的是要对这两处密封严格按装配技术要求进行控制
(1)动密封处
双唇圈在自由状态下, 两工作唇边相距 17.7mm, 内、 外抛油环配合装配使用后, 两者的氧化铬工作镀层之间的距离为 7
3×2=14.6mm, 即双唇圈装配在内、 外抛油环之间总的压紧量为 3.1mm
假如装配不合适, 同时由于轧辊轴等零件存在制造累积误差, 最终可能会使双唇圈的单边压紧量太少或有一边根本没有压紧量, 从而导致辊箱进水
据经验, 双唇圈压下载后可任意编辑紧量在内、 外抛油环之间平均分配并不是最好
而是当双唇圈与