1 立体光固化成型法"Stereo lithography Appearance"的缩写 , 即立体光固化成型法
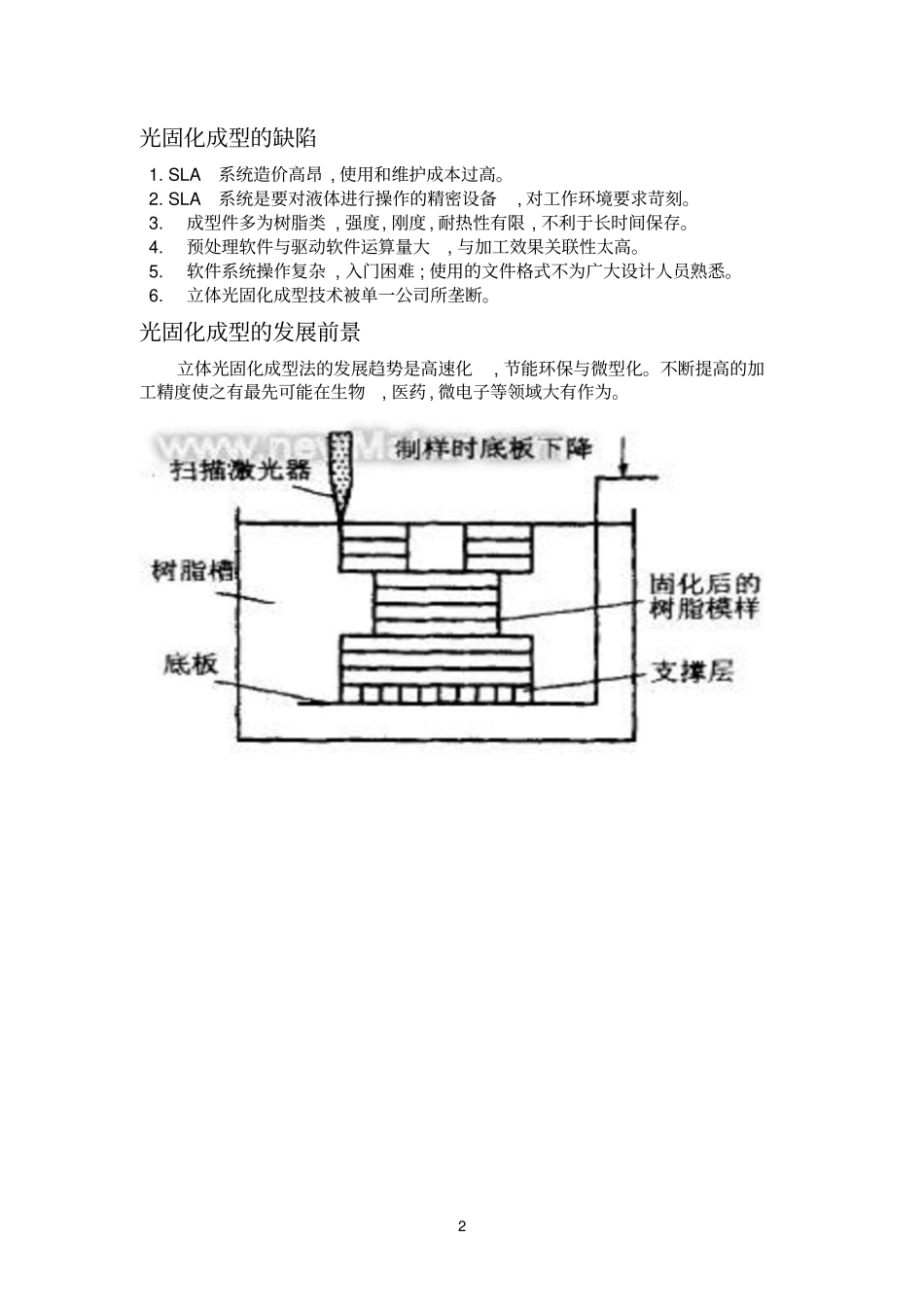
用特定波长与强度的激光聚焦到光固化材料表面, 使之由点到线 , 由线到面顺序凝固 , 完成一个层面的绘图作业, 然后升降台在垂直方向移动一个层片的高度, 再固化另一个层面
这样层层叠加构成一个三维实体
光固化快速成型制造技术不同于传统的材料去除制造方法,它的成型原理[6 ~8] 是:SLA将所设计零件的三维计算图像数据转换成一系列很薄的模型截面数据,然后在快速成型机上, 用可控制的紫外线激光束, 按计算机切片软件所得到的每层薄片的二维图形轮廓轨迹,对液态光敏树脂进行扫描固化, 形成连续的固化点,从而构成模型的一个薄截面轮廓
下一层以同样的方法制造
该工艺从零件的底薄层截面开始, 一次一层连续进行, 直到三维立体模型制成
一般每层厚度为 0
076 ~0
381mm,最后将制品从树脂液中取出,进行最终的硬化处理,再打光、电镀、喷涂或着色即可
要实现光固化快速成型, 感光树脂的选择也很关键
它必须具有合适的粘度,固化后达到一定的强度,在固化时和固化后要有较小的收缩及扭曲变形等性能
更重要的是, 为了高速、 精密地制造一个零件, 感光树脂必须具有合适的光敏性能,不仅要在较低的光照能量下固化,且树脂的固化深度也应合适
成型过程及控制光固化快速成型的过程分为前处理、分层叠加成型及后处理三个阶段
快速成型机只能接受计算机构造的三维模型,然后才能进行切片处理
因此,应在计算机上采用计算机三维辅助设计软件,根据产品的要求设计三维模型或将已有产品的二维三视图转换成三维模型
对样品形状及尺寸设计进行直观分析在新产品设计阶段, 虽然可以借助设计图纸和计算模拟对产品进行评价,但不直观,特别是形状复杂产品, 往往因难于想象其真实形貌而不能作出正确、及时的判断
采用 SLA可