百度文库- 让每个人平等地提升自我1 吉林省神力重型起重机制造有限公司通用焊接工艺规程文件编号吉林省神力重型起重机制造有限公司通用焊接工艺规程文件编号共 6 页第 1 页共 6 页第 2 页1
适用范围本工艺规程适用于5— 32T 单主梁门式起重机,5— 50T 桥式起重机,1— 16T电动单梁起重机的焊接
焊接结构用钢板
起重机用钢板为 Q235-X 系列钢板
如用其它钢材,由技术部门重新制定焊接工艺
焊接材料焊条电弧焊采用E4303(φ ,φ )电焊条
埋弧自动焊采用H08A(φ )焊丝, HJ101 焊剂
CO2气体保护焊采用H08Aφ 焊丝, CO2气体纯度应大于 %,其余 N2 小于%水蒸气 (HO2)小于%
焊丝表面应是清洁的,不得有锈、氧化皮和油污等,对焊丝过大的局部弯曲必须校直
焊条、焊剂必须按出厂说明书进行烤干
焊工一次领取的焊条数量一般不应超过四小时焊接工作量,并应放在保温筒中随用随取
已烘烤的焊剂在冷却到1000C 时,应立即移入1000C— 1500C 的保温箱中存放,随用随取,连续使用中的焊剂应过筛,去除渣块、尘土及细粉末等异物
当天未用完的焊条、焊剂应返回焊条库,待重新烘烤后方可使用
焊工焊工应经专门培训合格后,方能担任焊接工作
对担任焊接重要结构的焊工,必须根据产品技术要求验证合格后才能施焊
焊前准备焊接必须按要求的坡口型式进行加工与装配,焊前应检查和修正定位焊点;清除坡口附近 25mm范围骨的水、铁锈、油污、脏物等,焊接工作必须在拼装检查合格后进行
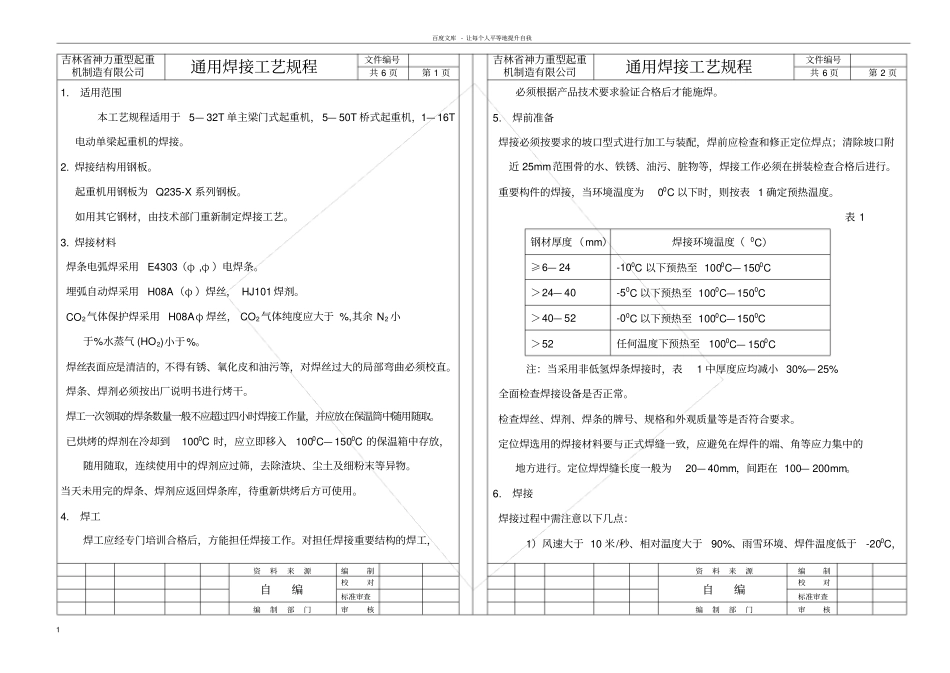
重要构件的焊接,当环境温度为00C 以下时,则按表 1 确定预热温度
表 1 钢材厚度(mm)焊接环境温度(0C)≥6— 24 -100C 以下预热至 1000C— 1500C >24— 40 -50C 以下预热至 1000C— 1500C >40— 52 -00C 以下