注塑成型不良的案例分析 一、飞边(披锋) 系指从模具分型面拼出熔融树脂的现象,在成形作业当中属于最恶劣的情况,特别是当飞边粘在模具面上,残留下来,直接锁模的话,则损伤模具分型面
一旦出现这种情况,该损伤部分又会导致产生新的飞边,怎么也没办法,所以需特别注意不要出现飞边, 1、不得施加过高的射出压力 熔融粘度低的树脂,如尼龙、聚丙烯、聚乙烯、聚苯乙烯等,流动性好,往往从模具缝隙出现“边缘鼓出”现象,因此,不得施加过高的射出压力和保压压力
当有出现飞边的倾向时,应尽早让保压转换用限位开关动作,减少计量
降低射出压力
另外,保压压力也有过高的时候,对于这些流动好的树脂,不要从一开始就施加高保压压力
应边观察成形品的状况,边一点一点提高压力
2、 最初锁模力不足时,当然会产生飞边,不了解所用模具所需锁模力究竟有多大 ,就不可 能 作出断
先 利 用锁模力调 整 手 柄 ,增 加锁模力试 试 看
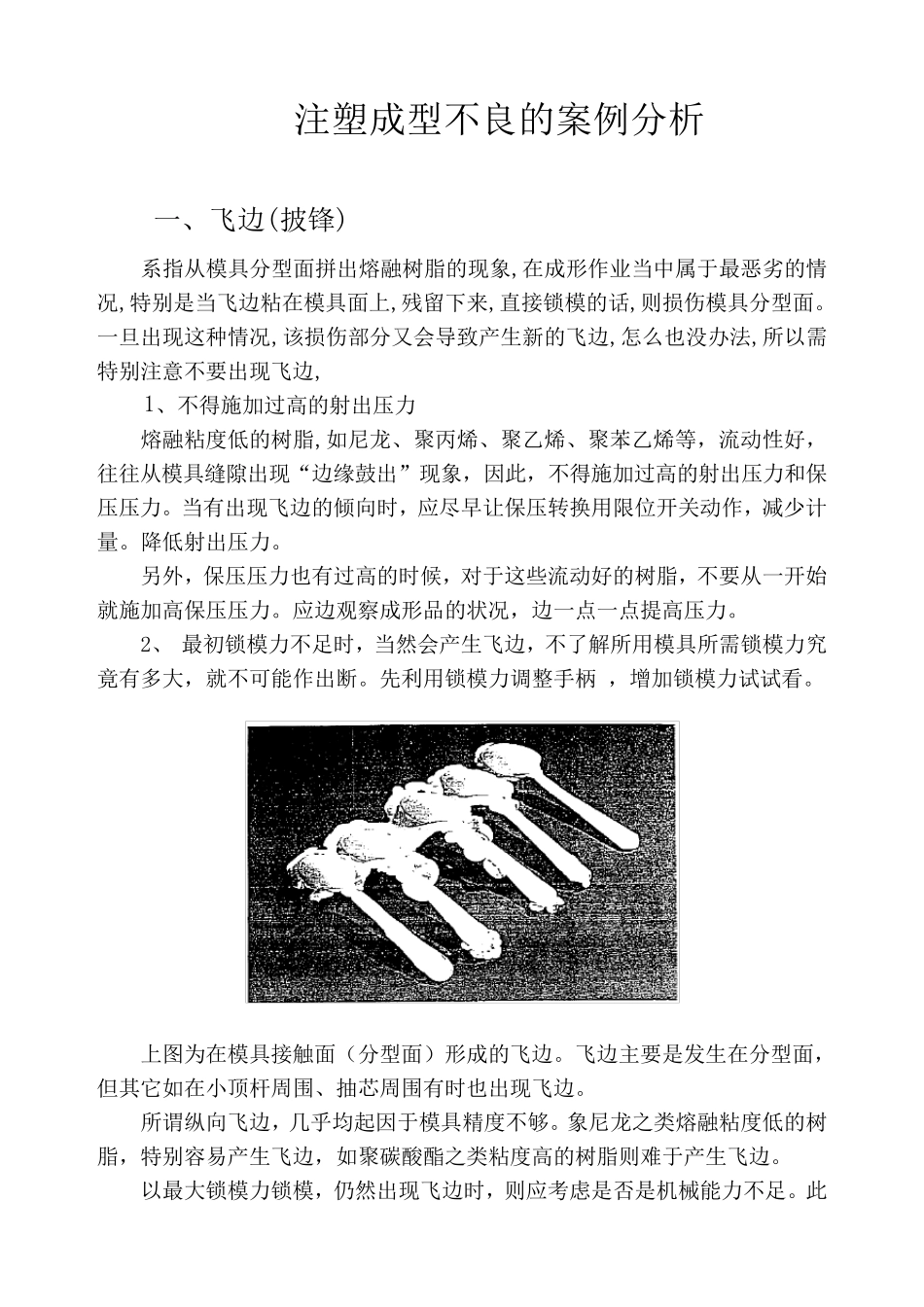
上图 为 在模具接触 面( 分型面) 形成的飞边
飞边主 要是发 生在分型面,但 其 它 如在小 顶 杆 周 围 、抽 芯 周 围 有时也出现飞边
所谓 纵 向飞边,几 乎 均 起 因于模具精 度不够
象尼龙之 类 熔融粘度低的树脂,特别容 易 产生飞边,如聚碳 酸 酯 之 类 粘度高的树脂则难 于产生飞边
以最大 锁模力锁模,仍 然出现飞边时,则应考 虑 是否 是机 械 能 力不足
此时的判断方法是,当模腔内的压力乘以模腔、流道的投影面积所得的数值未超过机械是大锁模力的话,则不属于机械能力不足
但需正确估计模腔内压力,然而不能把产品目录所列出的射出压力看作是模腔压力
射出压力充其量是料筒内的理论压力,树脂流入模具,即被冷却,压力急剧下降
平均压力从低粘度部件 250kg/cm2到高粘度工业部件 800kg/cm2左右,这种压力很难估计,虽然大体上有个基准,但要想保证估计精