1 xx注塑模具制作标准 1 目的 1
1 规范xxx模具部模具制作规范和验收标准
2 不断提高模具质量,确保模具正常投入生产
3 确保生产出合格的注塑件及产品
4 本部必须按照此标准进行模具设计及制造,若模具设计及制造因不符合此标准而引起的模具质量问题,由模具厂家承担一切后果
2 范围 2
1 本标准规定xx模具部注塑模具制作及验收标准
2 本标准只适用于xxx模具部各产品模具制作
3 本标准包括以下三个方面的内容
1 模具结构 2
2 塑料件外观要求
3 模具验收
3 引用标准 无 4 定义 无 5 管理要求 5
1 模具制作 5
1 模具材料 5
1 模坯各板材料所用钢板不低于1050 钢
2 胚司、边钉、回钉、中托边所用材料表面硬度不低于HRC60±2
3 啤 ABS、PP、PPC 料的模具,前模及前模镶件材料不低于超级 P20 钢,后模材料不低于P20 钢
4 啤 PC、POM、PE 等腐蚀性材料的模具,前模及前模镶件、后模材料不低于LKM2316ESR钢
5 啤透明 AS、ABS、PC、PVC 等透明材料的模具材料不低于瑞典一胜百 S136 透明耐腐 2 镜面模钢
6 斜顶、摆杆表面硬度不少于 HRC35,推板表面硬度不少于 HRC28
7 如果因产品需要由客户指定某模具的材料时,应满足客户要求
8 注明:以上材料由材料厂提供材料证明
2 模具结构 5
1 零部件按图纸加工,外观整洁美观
2 零部件的装配间隙须符合图纸要求
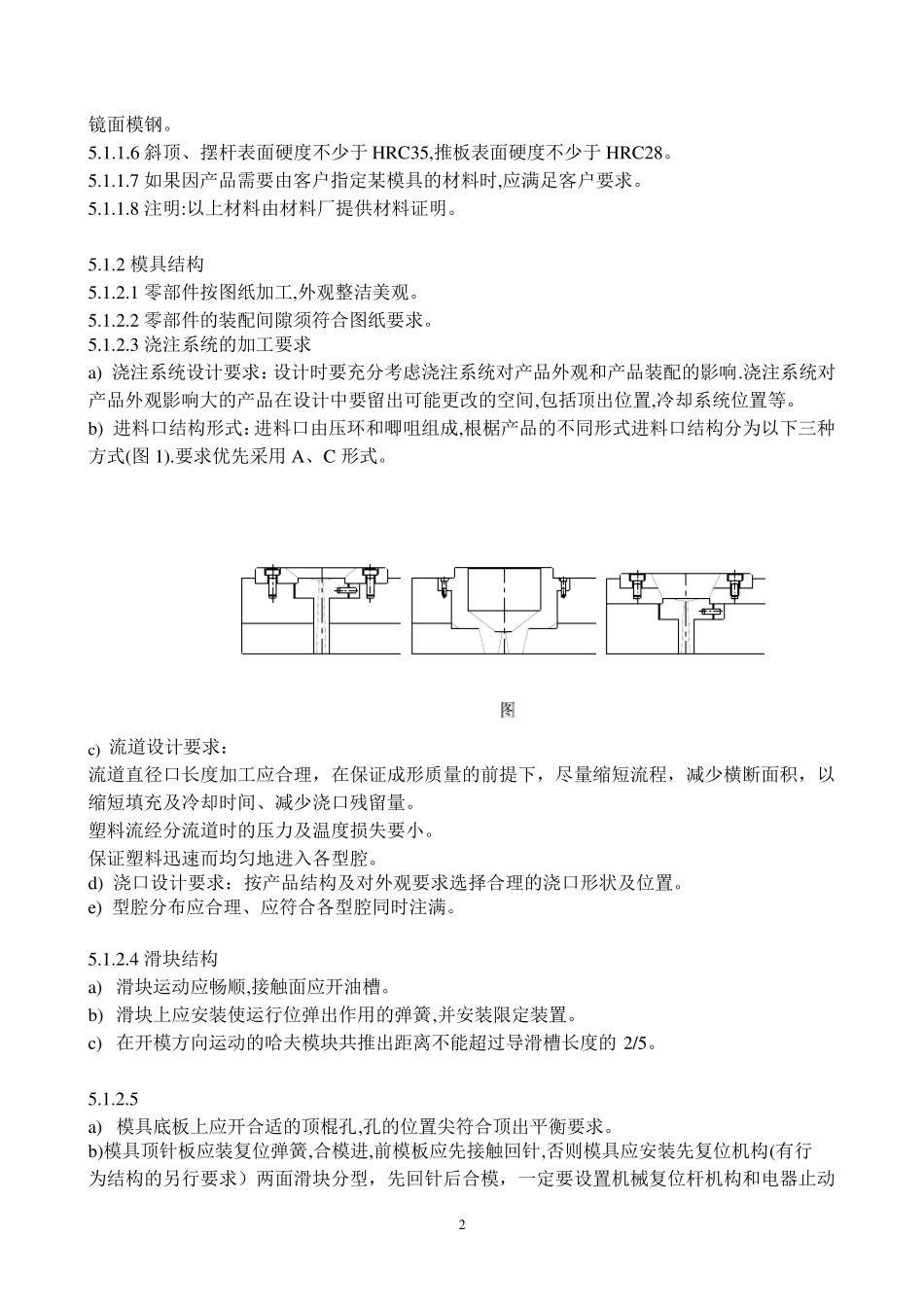
3 浇注系统的加工要求 a) 浇注系统设计要求:设计时要充分考虑浇注系统对产品外观和产品装配的影响
浇注系统对产品外观影响大的产品