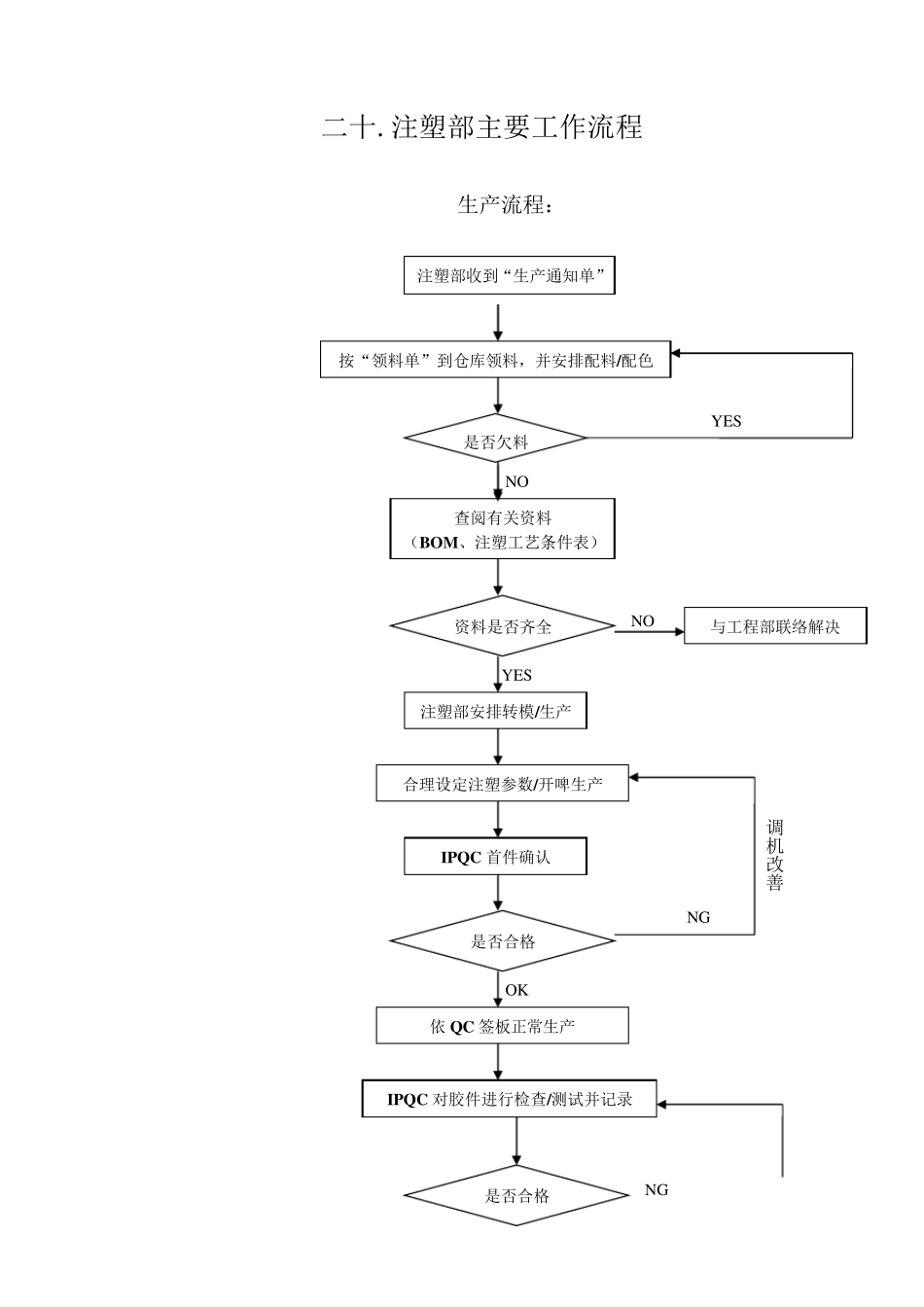
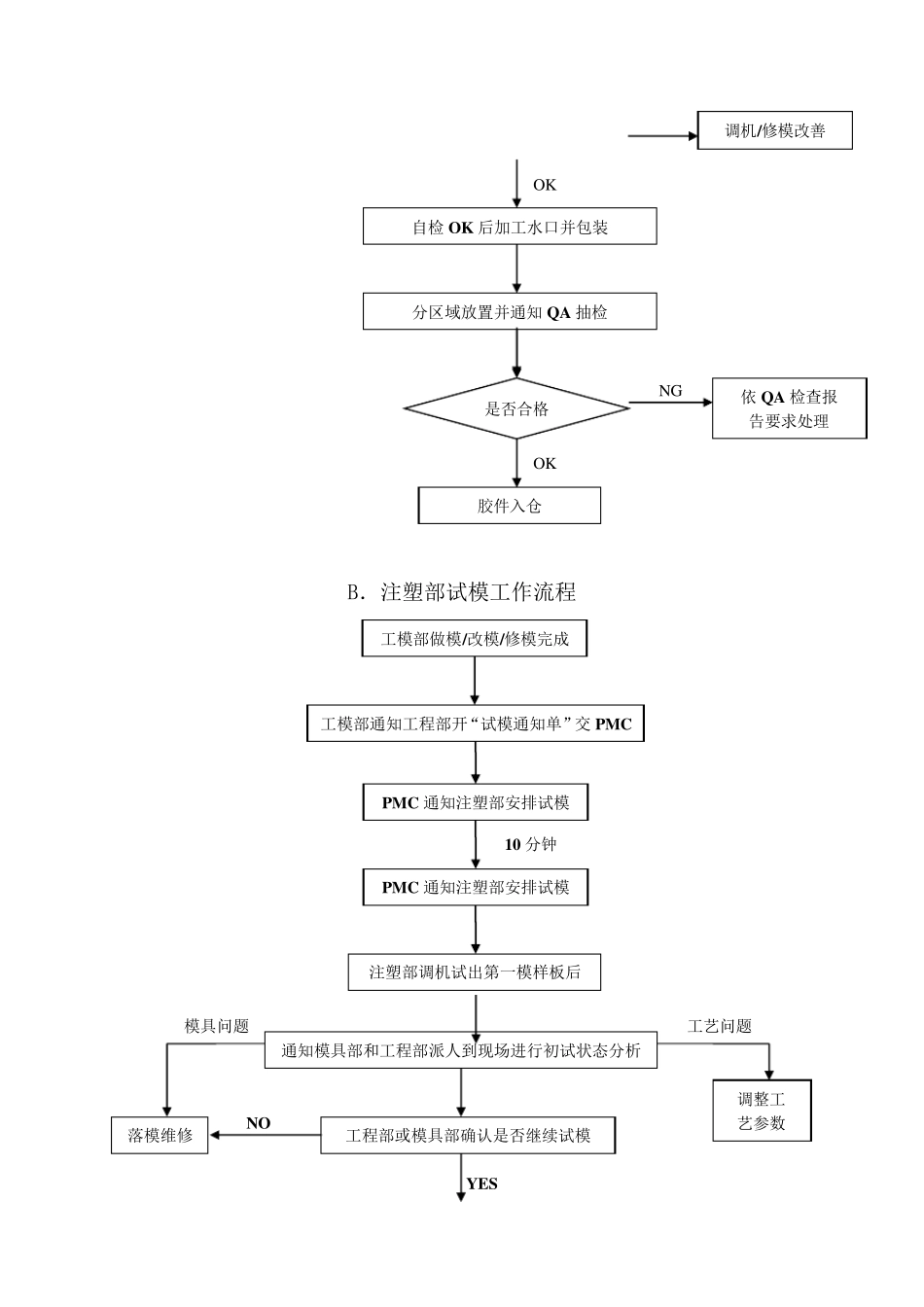
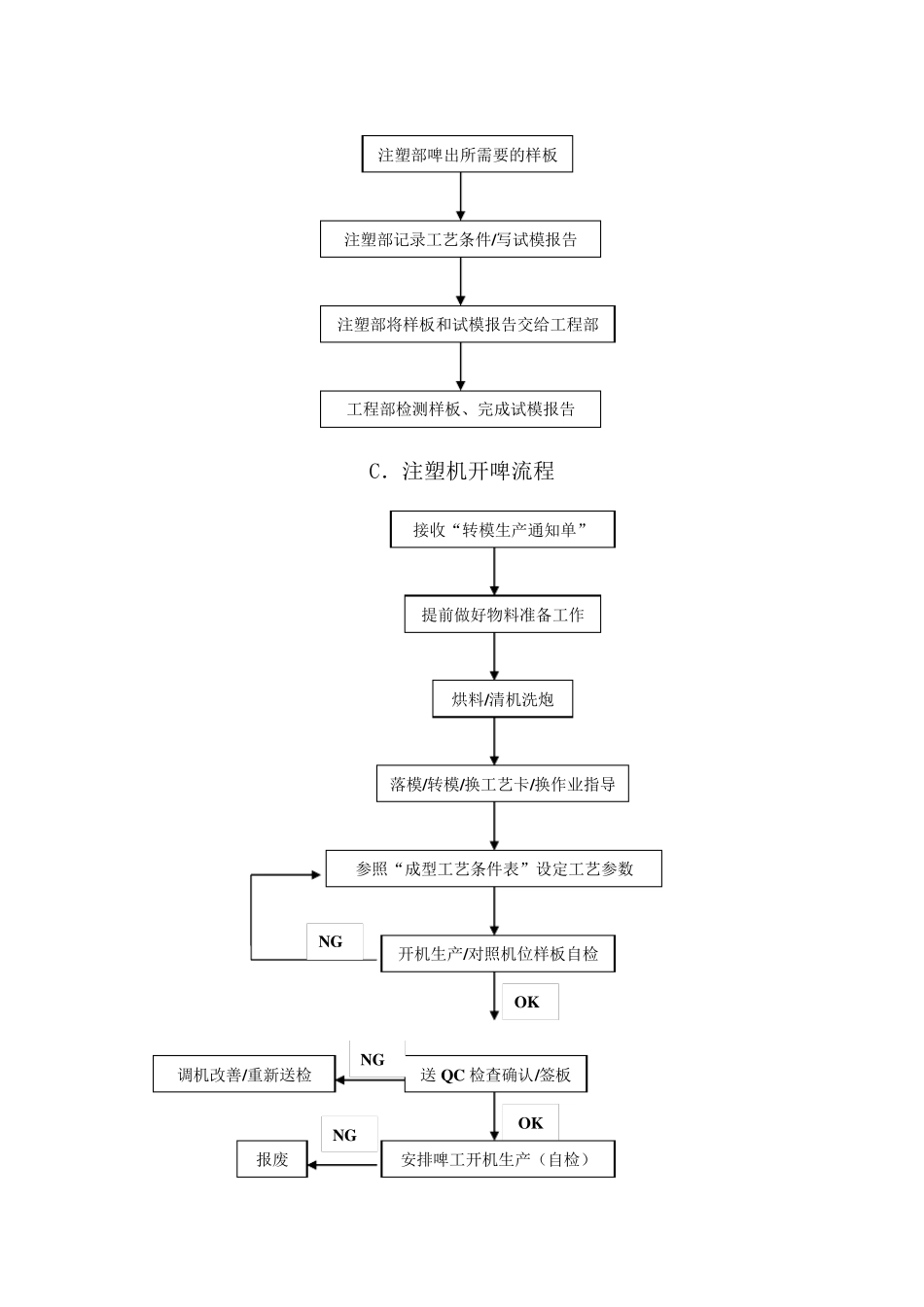
注塑部主要工作流程 生产流程: 注塑部收到“生产通知单” 是否欠料 资料是否齐全 注塑部安排转模/生产 合理设定注塑参数/开啤生产 IPQ C 首件确认 是否合格 依 Q C 签板正常生产 IPQ C 对胶件进行检查/测试并记录 是否合格 按“领料单”到仓库领料,并安排配料/配色 查阅有关资料 (BOM、注塑工艺条件表) Y ES NO 与工程部联络解决 NO 调机改善 Y ES NG OK NG B.注塑部试模工作流程 工模部通知工程部开“试模通知单”交 PMC PMC 通知注塑部安排试模 PMC 通知注塑部安排试模 注塑部调机试出第一模样板后 10 分钟 自检 OK 后加工水口并包装 分区域放置并通知QA 抽检 胶件入仓 是否合格 调机/修模改善 O K 依 QA 检查报 告要求处理 N G O K 工模部做模/改模/修模完成通知模具部和工程部派人到现场进行初试状态分析 工程部或模具部确认是否继续试模 落模维修 模具问题 NO 工艺问题 调整工 艺参数 Y ES C.注塑机开啤流程 注塑部啤出所需要的样板 注塑部记录工艺条件/写试模报告 注塑部将样板和试模报告交给工程部 工程部检测样板、完成试模报告 参照“成型工艺条件表”设定工艺参数 接收“转模生产通知单” 烘料/清机洗炮 开机生产/对照机位样板自检 提前做好物料准备工作 落模/转模/换工艺卡/换作业指导送 QC 检查确认/签板 安排啤工开机生产(自检) NG OK 调机改善/重新送检 NG OK 报废 NG D
注塑部不合格品处理流程 注塑部管理 人员确认 注塑部 确认 若不接受则由车间主管协调处理 限量认可 确认R EJ 或签R EJ 板 接受退货 加工水口/毛边/包装入箱 贴标签/QA 检查 OK IPQC/QA 贴不合格标识 IPQC/QA 填写“质量问题记录表” 品管部主管检查检查确认 QA PASS出