检修公司西工业区项目部135MW#2锅炉高温过热器12Cr1MoVG焊接工艺标准项目名称:西工业区135MW#2锅炉高温过热器检修焊接单位:石河子天富水利电力有限责任公司检修安装分公司工作单位:石河子市国能能源投资有限公司西工区分公司时间:二零一五年七月1 小管径斜 45° 对接气焊工艺(OFW)—— 12Cr1MoVΦ 38×5mmV形坡口对接焊——:针对西工业区 #2 锅炉的高温过热器焊接, 材料为 12Cr1MoVG,直径为 38mm、管壁的厚度为5mm,检修公司采用右焊法进行焊接
一. 焊前准备1
过热器材料: 12Cr1MoVG Φ 38×5mm; 2
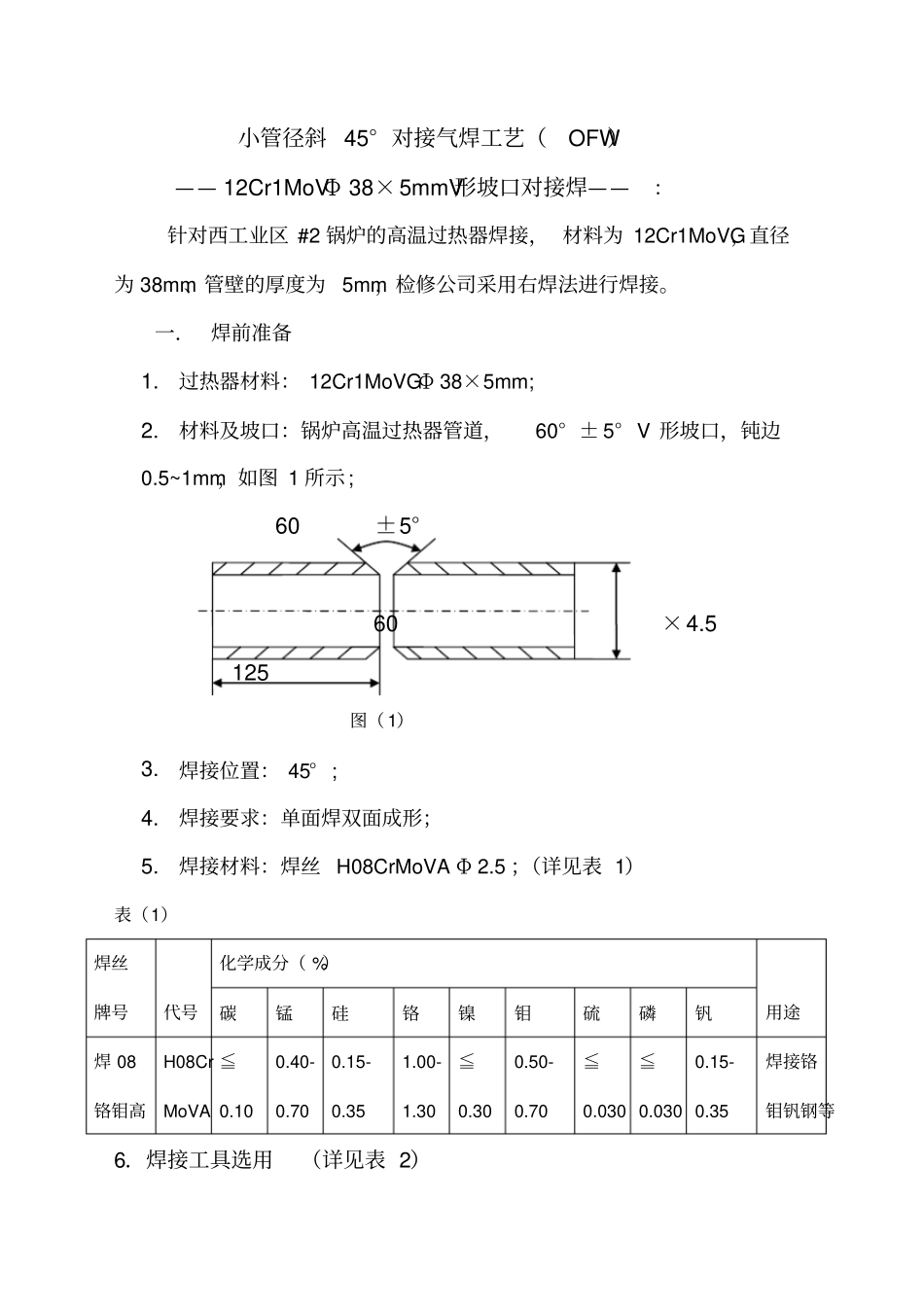
材料及坡口:锅炉高温过热器管道,60° ± 5° V 形坡口,钝边0
5~1mm,如图 1 所示; 60±5° 60×4
5 125 图( 1)3
焊接位置: 45° ; 4
焊接要求:单面焊双面成形;5
焊接材料:焊丝 H08CrMoVA Φ 2
5 ;(详见表 1)表(1)焊丝牌号代号化学成分( %)用途碳锰硅铬镍钼硫磷钒焊 08 铬钼高H08Cr MoVA ≦0
030 ≦0
35 焊接铬钼钒钢等6.焊接工具选用(详见表 2) 3 表(2)型号焊接厚度氧气压力乙炔压力焊嘴氧气消耗乙炔消耗H01-6 2-6mm 0
3MPa 0
1MPa4#-5# 0
37m3/h 400L/h 7. 焊接选用气体:氩气8.试件清理:清理坡口面及坡口内外面20mm范围内的油污、锈蚀、水分及其它污物,至露出金属光泽;表(2)9
装配及点固:装配间隙 2
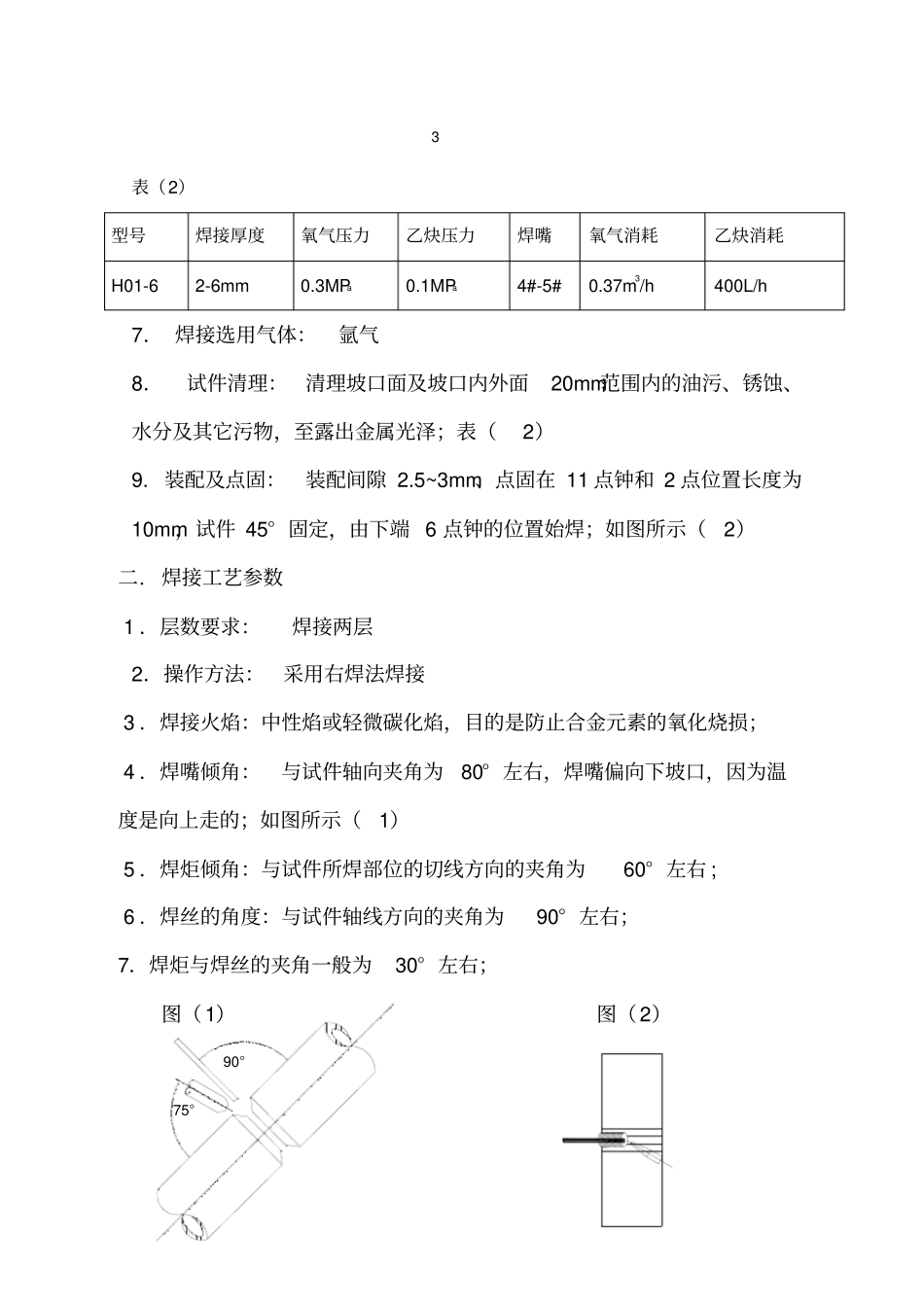
5~3mm、点固在 11 点钟和 2 点位置长度为10mm,试件 45° 固定,由下端 6 点钟的位置始焊;如图所示(2)二
焊接工艺参数