0 可编辑可修改1旧底图总号 A生产过程质量检验操作规程标记处数更改单号签字日期拟制底图总号审核DMKZL2017002阶 段: 第 1 张共 9 张媒体编号标 准 化江苏帝迈柯智能制造有限公司批准CP-21 主题内容和适用范围本规程规定了生产过程质量检验的操作方法
本规程适用于本公司所以产品的过程质量检验
2 引用文件序号文件号文件名称01 Q/YS-QP-DMK22不合格品控制程序 02 Q/YS-QP-DMK21 产品监视和测量控制程序 03 Q/YS-QP-DMK17产品标识和可追溯性控制程序04 GB/ 抽样规范3 定义生产过程质量检验是质量部对车间整个制造过程进行的质量检验
4 程序产品过程质量检验操作流程4
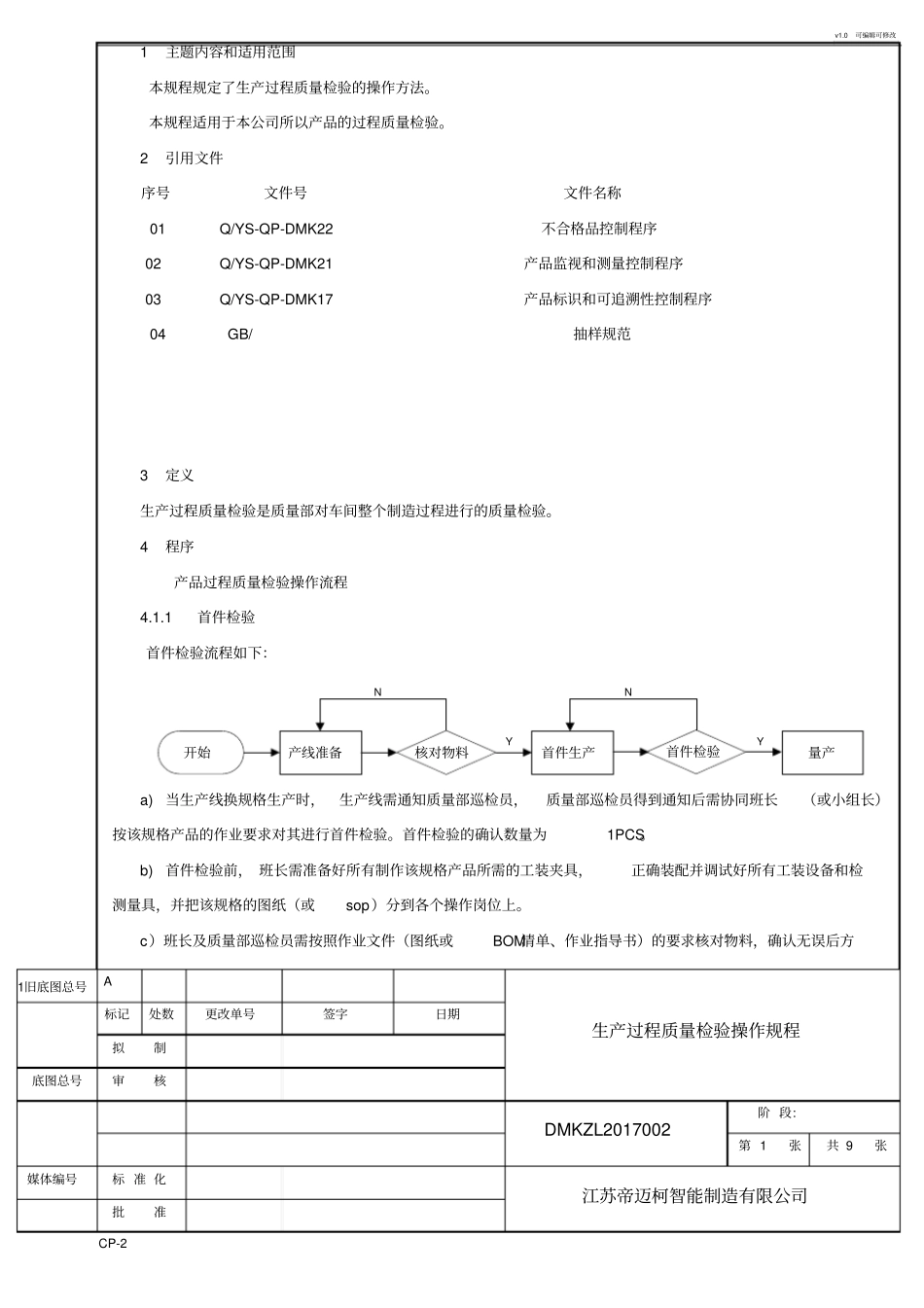
1 首件检验首件检验流程如下:核对物料产线准备开始首件生产首件检验量产YNYNa) 当生产线换规格生产时,生产线需通知质量部巡检员,质量部巡检员得到通知后需协同班长(或小组长)按该规格产品的作业要求对其进行首件检验
首件检验的确认数量为1PCS
b) 首件检验前, 班长需准备好所有制作该规格产品所需的工装夹具,正确装配并调试好所有工装设备和检测量具,并把该规格的图纸(或sop)分到各个操作岗位上
c)班长及质量部巡检员需按照作业文件(图纸或BOM清单、作业指导书)的要求核对物料,确认无误后方v1
0 可编辑可修改2旧底图总号 A生产过程质量检验操作规程标记处数更改单号签字日期拟制底图总号审核DMKZL2017002阶 段: 第 2 张共 9 张媒体编号标 准 化江苏帝迈柯智能制造有限公司批准CP-2可上线制作首件1PCS
d) 班长(或小组长)需指导首件制作的全过程,并按要求填写《首件检验记录表》
质量部巡检员需监控首件制作的全过程,以保证产品符合图纸要求和质量控制要求
e) 若首件检验合格,班长(或小组长)及质量部巡检员分别在《首件检验记录表》